Cavo tra generatore e interfaccia cnc, Cavo opzionale per interfaccia cnc multi-sistema, Installazione – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 54
INSTALLAZIONE
1
3-22
HPR130 Auto Gas
Manuale di istruzioni
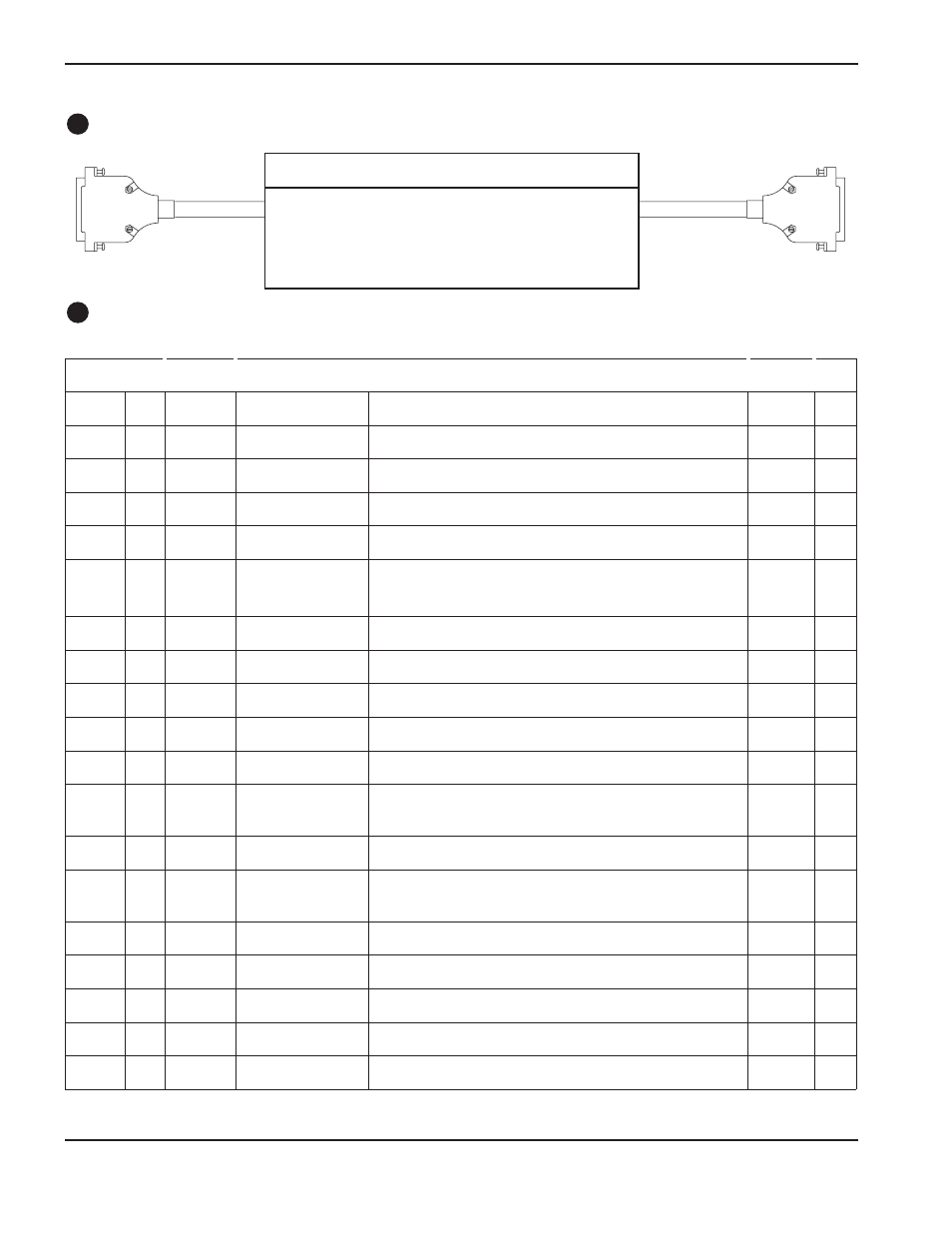
Cavo tra generatore e interfaccia CNC
8
A J 300
Generatore
CNC
Cavo opzionale per interfaccia CNC multi-sistema
(consultare gli schemi per le istruzioni
di installazione)
9
Codice
Codice
articolo
Lunghezza
articolo
Lunghezza
123210
3 m (10 ft)
123741
25 m (82 ft)
123211
4.5 m (15 ft)
123742
35 m (115 ft)
123022
7.5 m (25 ft)
123220
45 m (150 ft)
123314
10 m (35 ft)
123852
60 m (200 ft)
123023
15 m (50 ft)
123853
75 m (250 ft)
123851
20 m (65 ft)
Colore
del filo
Pin #
Ingresso/
Uscita
Nome del segnale
Funzione
Ingresso/
Uscita
Nota
Nero
Rosso
1
20
Ingresso
Ingresso
Rx
Rx +
Ricevitore seriale RS-422
Ricevitore seriale RS-422
Uscita
Uscita
Nero
Verde
2
21
Uscita
Uscita
Tx
Tx +
Ricevitore seriale RS-422
Ricevitore seriale RS-422
Ingresso
Ingresso
Nero
Blu
3
22
Massa RS-422
Nessuno
Massa seriale RS-422
Libero
Nero
Giallo
4
23
Uscita
Uscita
Movimento 1 E (-)
Movimento1 C (+)
Comunica al CNC che si è verificato un trasferimento d’arco e di iniziare il
movimento dopo che è trascorso il tempo di sfondamento programmato (sul CNC).
Ingresso
Ingresso
2 & 3
Nero
Marrone
5
24
Uscita
Uscita
Errore E (-)
Errore C (+)
Comunica al CNC che si è verificato un errore.
Ingresso
Ingresso
2
Nero
Arancione
6
25
Uscita
Uscita
Errore di chiusura
graduale E (-)
Errore di chiusura
graduale C (+)
Comunica al CNC che si è verificato un errore di chiusura graduale.
Ingresso
2
Rosso
Bianco
7
26
Uscita
Uscita
Non operativo E (-)
Non operativo C (+)
Notifica al CNC che il sistema plasma non è pronto per
innescare un arco.
Ingresso
2
Rosso
Verde
8
27
Uscita
Uscita
Movimento 2 E (-)
Movimento 2 C (+)
Comunica al CNC che si è verificato un trasferimento d’arco e di iniziare il
movimento dopo che è trascorso il tempo di sfondamento programmato (sul CNC).
Ingresso
Ingresso
2 & 3
Rosso
Blu
9
28
Uscita
Uscita
Movimento 3 E (-)
Movimento 3 C (+)
Comunica al CNC che si è verificato un trasferimento d’arco e di iniziare il
movimento dopo che è trascorso il tempo di sfondamento programmato (sul CNC).
Ingresso
Ingresso
2 & 3
Rosso
Giallo
10
29
Uscita
Uscita
Movimento 4 E (-)
Movimento 4 C (+)
Comunica al CNC che si è verificato un trasferimento d’arco e di iniziare il
movimento dopo che è trascorso il tempo di sfondamento programmato (sul CNC).
Ingresso
Ingresso
2 & 3
Rosso
Marrone
11
30
Nessuno
Nessuno
Libero
Libero
Rosso
Arancione
12
31
Ingresso
Ingresso
Angolo -
Angolo +
Il CNC comunica al sistema plasma che si avvicina un angolo e quindi di
ridurre la corrente di taglio (il nuovo valore della corrente è selezionabile da
CNC o viene impostato per default al 50% del valore della corrente di taglio)
Uscita
Uscita
1
Verde
Bianco
13
32
Ingresso
Ingresso
Sfondamento -
Sfondamento +
Il CNC comunica al sistema plasma di mantenere il preflusso del gas di
protezione fino a che il CNC stesso non interrompe il segnale.
Uscita
1
Verde
Blu
14
33
Ingresso
Ingresso
Mantenimento -
Mantenimento +
Non necessario senza sistema di controllo dell’altezza di taglio Command
THC. Il Command THC necessita di un segnale che mantenga il preflusso dei
gas durante il rilevamento dell’altezza iniziale (IHS).
Uscita
1
Verde
Giallo
15
34
Avvio -
Avvio +
Il CNC attiva un arco plasma.
Uscita
Uscita
1
Verde
Marrone
16
35
Nessuno
Nessuno
Libero
Libero
Verde
Arancione
17
36
Nessuno
Messa a terra
Libero
Terra
Bianco
Nero
18
37
Messa a terra
CNC +24 VCC
Terra
Disponibile a 24 VCC (200 mA massimo) Vedere note.
4
19
CNC +24 VCC
Riservato