Acciaio inox, Plasma a n, Protezione a n – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 225: 130 a taglio, Metrico inglese marcar
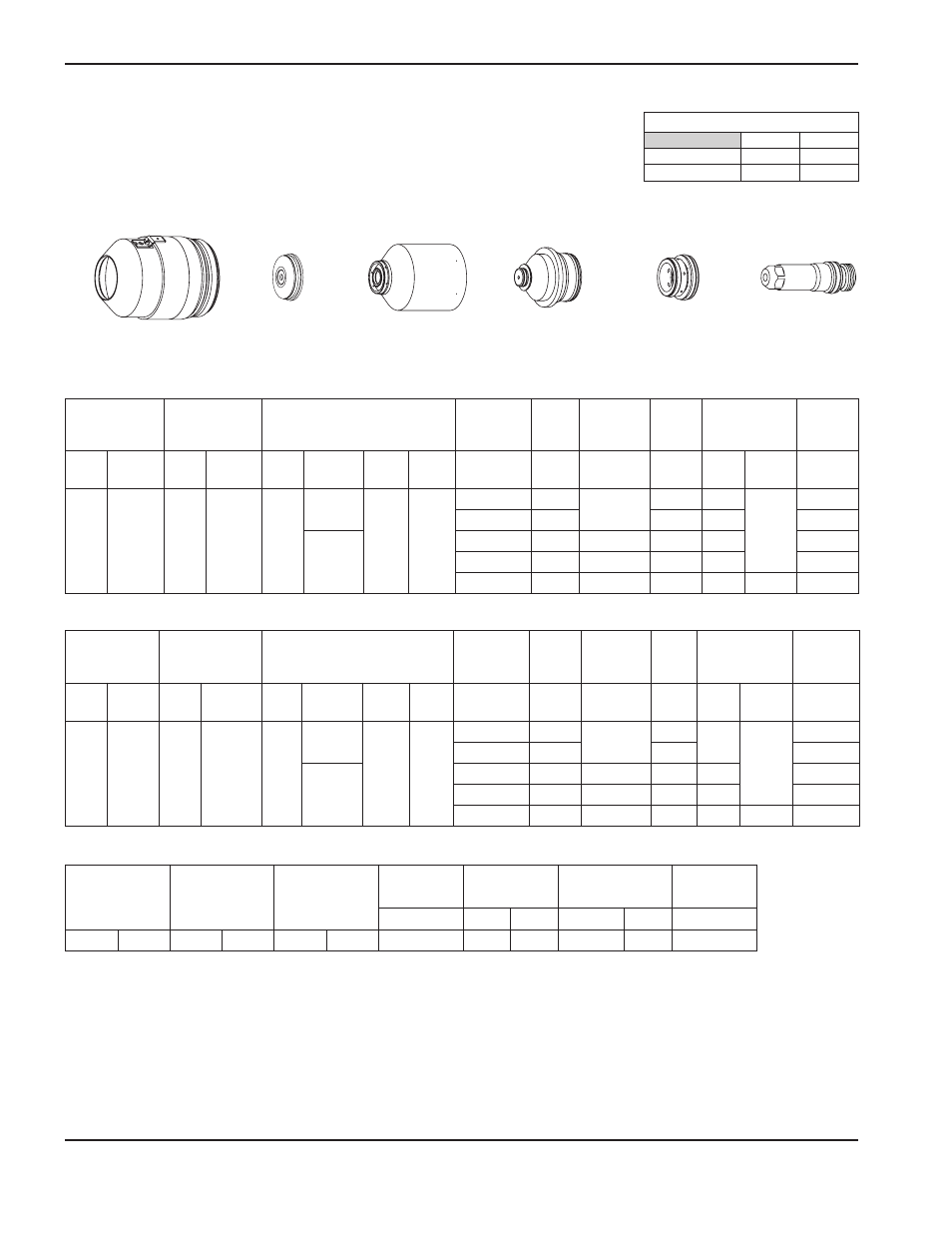
APPENDICE C – TABELLE DI TAGLIO RELATIVE ALLE REVISIONI PRECEDENTI DEL SISTEMA
c-10
HPR130 Auto Gas
Manual de Instrucciones
Acciaio inox
Plasma a N
2
/ protezione a N
2
130 A taglio
Nota: Questo processo produce un bordo di taglio più levigato e più lucido con meno bava, ma maggiore
variazione dell’angolo di taglio rispetto al processo per l’acciaio inox a 130 A che utilizza N
2
/N
2
. Il colore
del bordo è più argentato rispetto a quello ottenuto con il processo H35/N
2
.
220198
220173
220307
220304
220179
220197
Metrico
Inglese
Marcar
Portata di flusso – lpm/scfh
H35
N
2
Preflusso
0 / 0
97 / 205
Flusso di taglio
13 / 28
71 / 150
Selezionare
i gas
Impostare il
Preflusso
Impostare il
Flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
Gas di
miscela 1
Gas di
miscela 2
mm
V
mm
mm/m
mm
Fattore %
sec.
H35
N
2
19
60
75
38
32
18
6
150
3,0
1835
6,0
200
0,3
10
153
1195
0,3
27
12
160
3,5
875
7,0
0,5
15
168
3,8
670
7,6
0,8
20
176
4,3
305
7,7
180
1,3
Selezionare
i gas
Impostare il
Preflusso
Impostare il
Flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
Gas di
miscela 1
Gas di
miscela 2
poll.
V
poll.
ppm
poll.
Fattore %
sec.
H35
N
2
19
60
75
38
32
18
1/4
150
0.120
70
0.240
200
0.3
3/8
153
50
0.3
27
1/2
160
0.140
30
0.280
0.5
5/8
168
0.150
25
0.300
0.8
3/4
176
0.170
15
0.310
180
1.3
Selezionare
i gas
Impostare il
Preflusso
Impostare il
Flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità
di marcatura
Tensione
d'arco
A
mm
poll.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
130