Campi programmabili del pannello portatile -6, Schermata per il funzionamento automatico -6 – Hypertherm THC Robotic System Manuale d'uso
Pagina 57
USO
6/2/99
4-6
Command THC
(
Robotizzato)
Manuale di istruzioni
Campi programmabili del pannello portatile
I campi di seguito riportati sono modificabili dall’utente per regolare i parametri operativi del sistema.
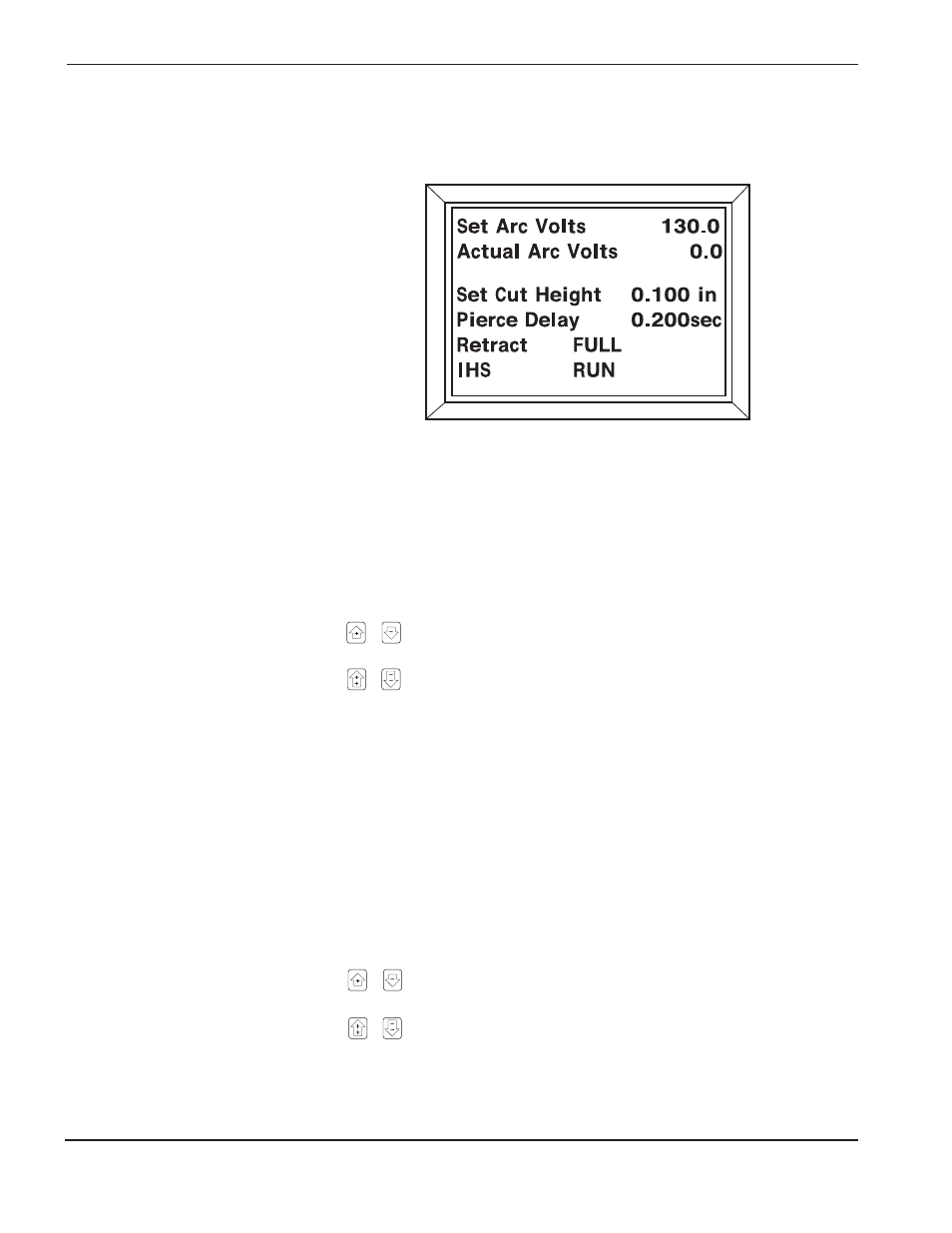
Schermata per il funzionamento automatico
Set Arc Volts
Tensione d’arco impostata
Imposta il punto di regolazione per il controllo automatico della tensione
(AVC). La tensione d’arco può venire modificata in qualsiasi momento, sia
a macchina ferma sia durante il taglio. Se si seleziona la modalità
automatica, una volta trascorsi i tempi impostati come ritardo di
sfondamento e ritardo di accelerazione macchina, la tensione d’arco verrà
controllata dal sistema di controllo altezza torcia (THC), che provvederà a
regolare l’altezza della torcia durante il taglio, per mantenere impostata la
tensione d’arco.
Cambiamento minimo: +/- 0,5 V
Cambiamento massimo: +/- 5 V
Gamma del punto di regolazione: 50-300 V
Imposta l’altezza iniziale di taglio prima dell’attivazione del AVC. Imposta
inoltre l’altezza di sfondamento. Vedere oltre in questa sezione,
Determinazione del fattore altezza di sfondamento.
Durante un normale ciclo di taglio, la torcia di sposta verso il basso, rileva
la lamiera e risale, per fermarsi una volta raggiunta l’altezza di
sfondamento. A questo punto il modulo THC trasmette il segnale di avvio
al sistema plasma ed attende in risposta il segnale di trasferimento.
Trascorso il tempo impostato come ritardo di sfondamento, la torcia
raggiungerà l’altezza di taglio impostata.
Cambiamento minimo: +/- 0,2 mm (0,010 poll.)
Cambiamento massimo: +/- 0,2 mm (0,100 poll.)
Gamma del punto di regolazione: 0,25-25,4 mm (0,010-1 poll.)
Set Cut Height
Altezza di taglio impostata