Tolleranza (ciclo g62), 1 0 cicli speciali – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manuale d'uso
Pagina 464
464
8 Programmazione: Cicli
8.1
0
Cicli speciali
TOLLERANZA (ciclo G62)
Attraverso le indicazioni del ciclo G62 si può influire sul risultato della
lavorazione HSC in rapporto a precisione, qualità della superficie e
velocità, se il TNC è stato adattato alle proprietà specifiche della
macchina.
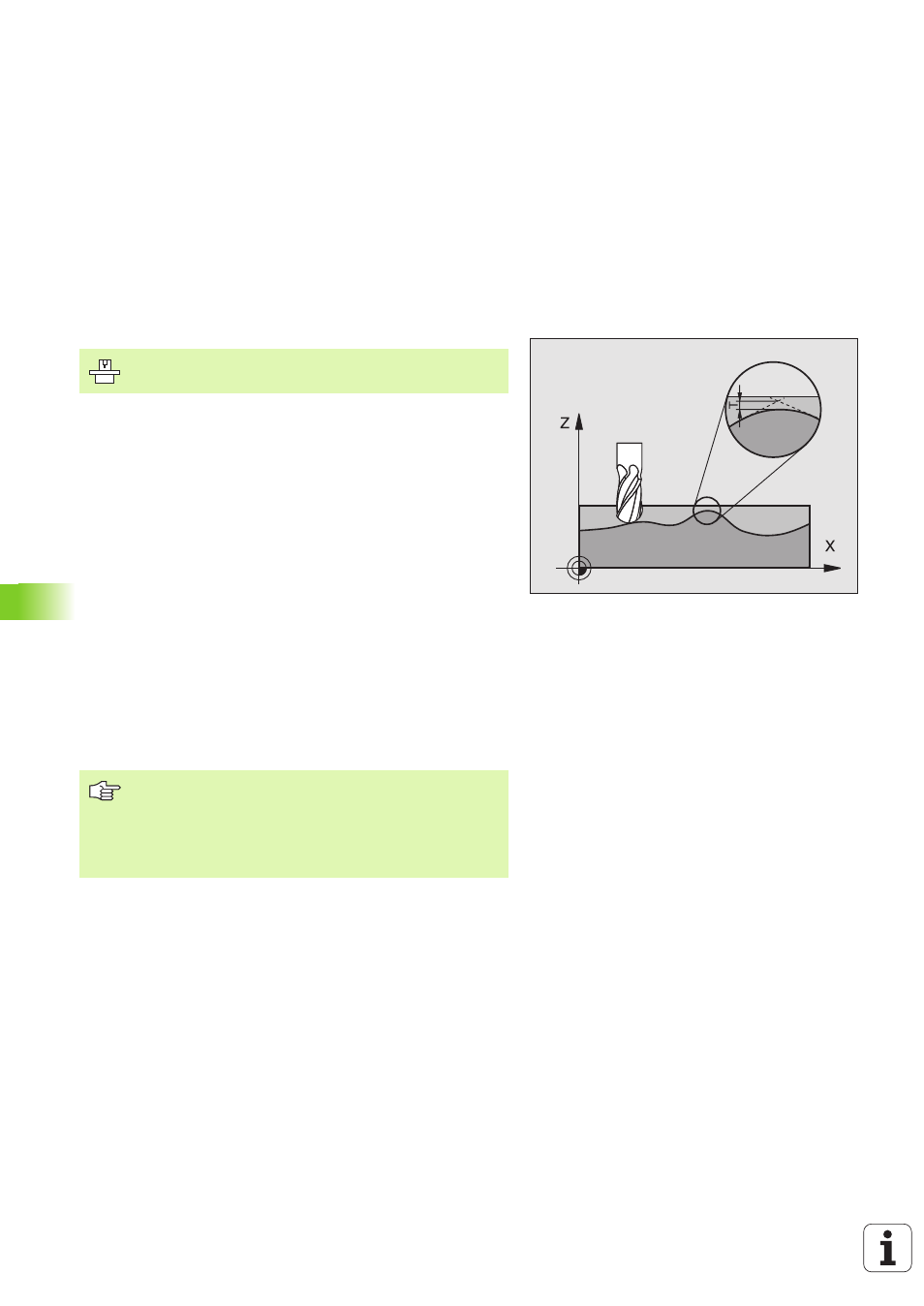
Il TNC smussa automaticamente il profilo tra elementi di profilo
qualsiasi (corretti o non corretti). Così l'utensile si sposta in modo
continuo sulla superficie del pezzo e non sollecita la meccanica della
macchina. Inoltre la tolleranza definita nel ciclo agisce anche nei
movimenti di spostamento su archi di cerchio.
Se necessario il TNC riduce automaticamente l'avanzamento
programmato, in modo che il programma venga sempre eseguito dal
TNC senza "contraccolpi" e alla velocità massima possibile. Anche se
il TNC non si sposta a velocità ridotta, la tolleranza definita viene
sempre mantenuta. Quanto più grande è la tolleranza definita, tanto
più velocemente si può spostare il TNC.
La smussatura genera uno scostamento dal profilo. L'entità di questo
scostamento dal profilo (VALORE DI TOLLERANZA) viene definito dal
Costruttore della macchina in un parametro macchina. Con il ciclo 32
si può modificare il valore di tolleranza preimpostato e selezionare
differenti impostazioni del filtro, nel presupposto che il Costruttore
della macchina utilizzi queste possibilità di impostazione.
La macchina e il TNC devono essere predisposti dal
Costruttore.
Con valori di tolleranza molto piccoli, la macchina non può
più lavorare il profilo senza contraccolpi. I contraccolpi non
derivano da insufficiente potenza di calcolo del TNC, ma
dal fatto che il TNC deve avvicinare i raccordi di profilo in
modo quasi esatto, e quindi deve ridurre drasticamente la
velocità di spostamento.