Gas plasma / o, Ed n, Protezione 30 a taglio – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manuale d'uso
Pagina 37
USO
11/23/98
HD3070
(consolle del gas automatica) Manuale di istruzioni
2-23
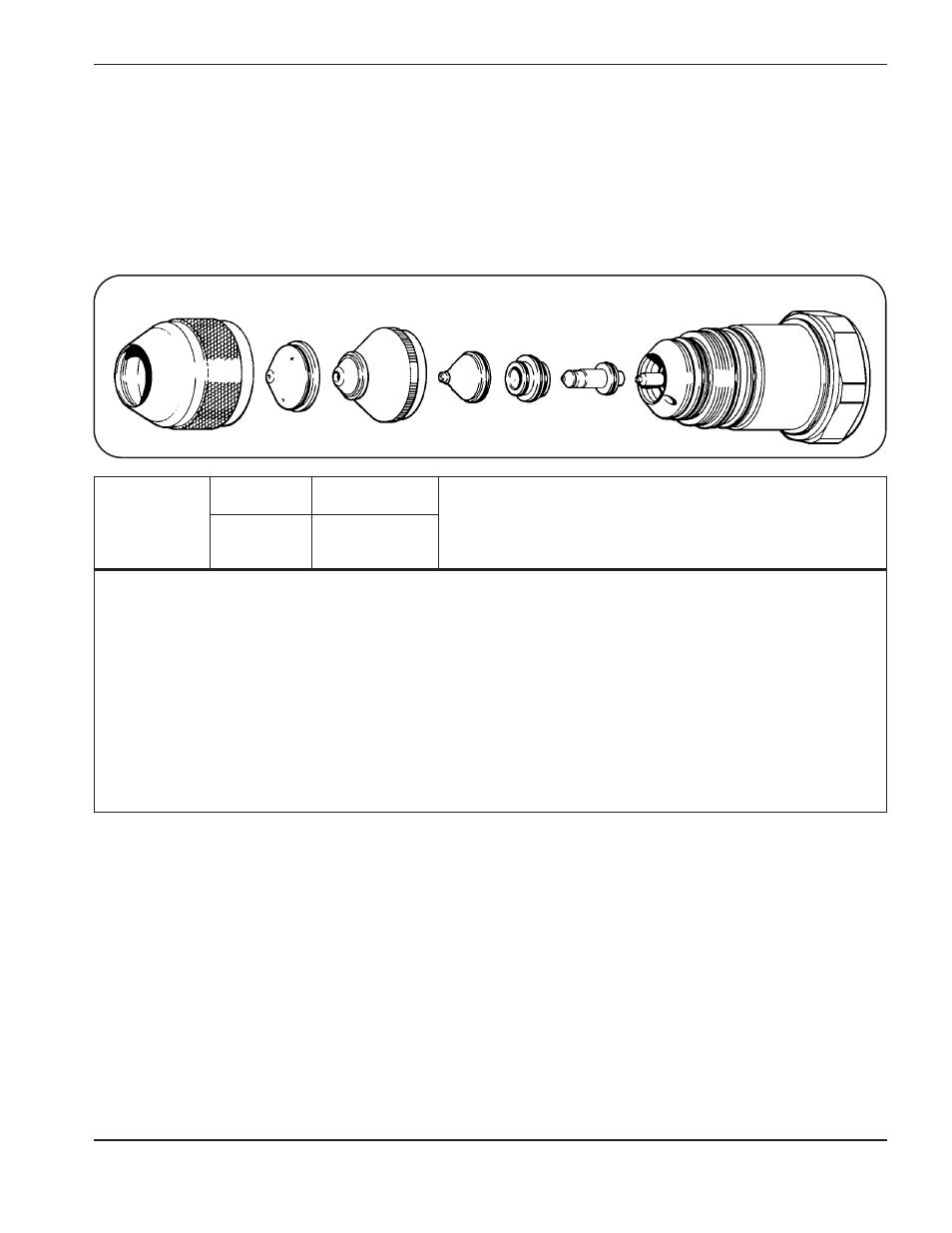
PAC184
Acciaio al carbonio
O
2
Gas plasma / O
2
ed N
2
Protezione
30 A Taglio
Protezione
120222
Ugello
120218
Elettrodo
120209
Cappuccio interno
120219
Anello
diffusore
120212
Torcia PAC184
120208
Cappuccio schermato
120221/120543
Le pressione in entrata dei gas O
2
(P1)# ed N
2
(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar) per
tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
* Aumentando leggermente i valori di portata di O
2
ed N
2
per la prova di preflusso è possibile aumentare la
capacità di sfondamento sui materiali più spessi elencati qui sopra. Tuttavia, aumentando eccessivamente i
valori di portata per il preflusso, si rischia di compromettere l’affidabilità di avviamento del plasma (mancate
accensioni).
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata*
Valori di portata
prova preflusso %
prova taglio %
Distanza
Altezza
Spessore
Preflusso
Protezione
Plasma
Tensione
torcia
Velocità
iniziale di
Ritardo di
del materiale
O
2
&
N
2
O
2
N
2
O
2
d’arco
lamiera**
di corsa
sfondamento
sfondamento
(GA) (Pòll)
(mm)
(1)#
(2)#
(3)# (4)#
(5)# (6)#
(V)
(mm)
(m/min.)
(mm)
(quadr.) (sec.)
24
0,024
0,6
5
75
15
5
46
—
117
0,8
5,08
1,5
0
0,05
22
0.030
0.8
15
5
—
121
0,8
4,32
1,5
0
0,05
20
0,036
0,9
15
5
—
125
1,0
3,56
2,0
0
0,05
18
0,048
1,3
15
5
—
128
1,0
2,80
2,0
0
0,05
16
0,060
1,5
15
5
—
128
1,0
2,03
2,0
0
0,05
14
0,075
1,9
15
5
—
128
1,0
1,52
2,0
0,5
0,16
12
0,105
2,7
15
5
—
135
1,5
1,27
2,5
1
0,27
10
0,135
3,4
15
5
—
135
1,5
0,90
2,5
1,5
0,37
3⁄16
4,8
15
5
—
135
1,5
0,81
2,5
2
0,50
1⁄4
6,4
30 10
—
136
1,0
0,64
2,5
2,5
0,60