Spurgo dei flessibili del refrigerante -16, Spurgo dei flessibili del refrigerante – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manuale d'uso
Pagina 30
USO
12/3/98
2-16
HD3070
(consolle del gas automatica) Manuale di istruzioni
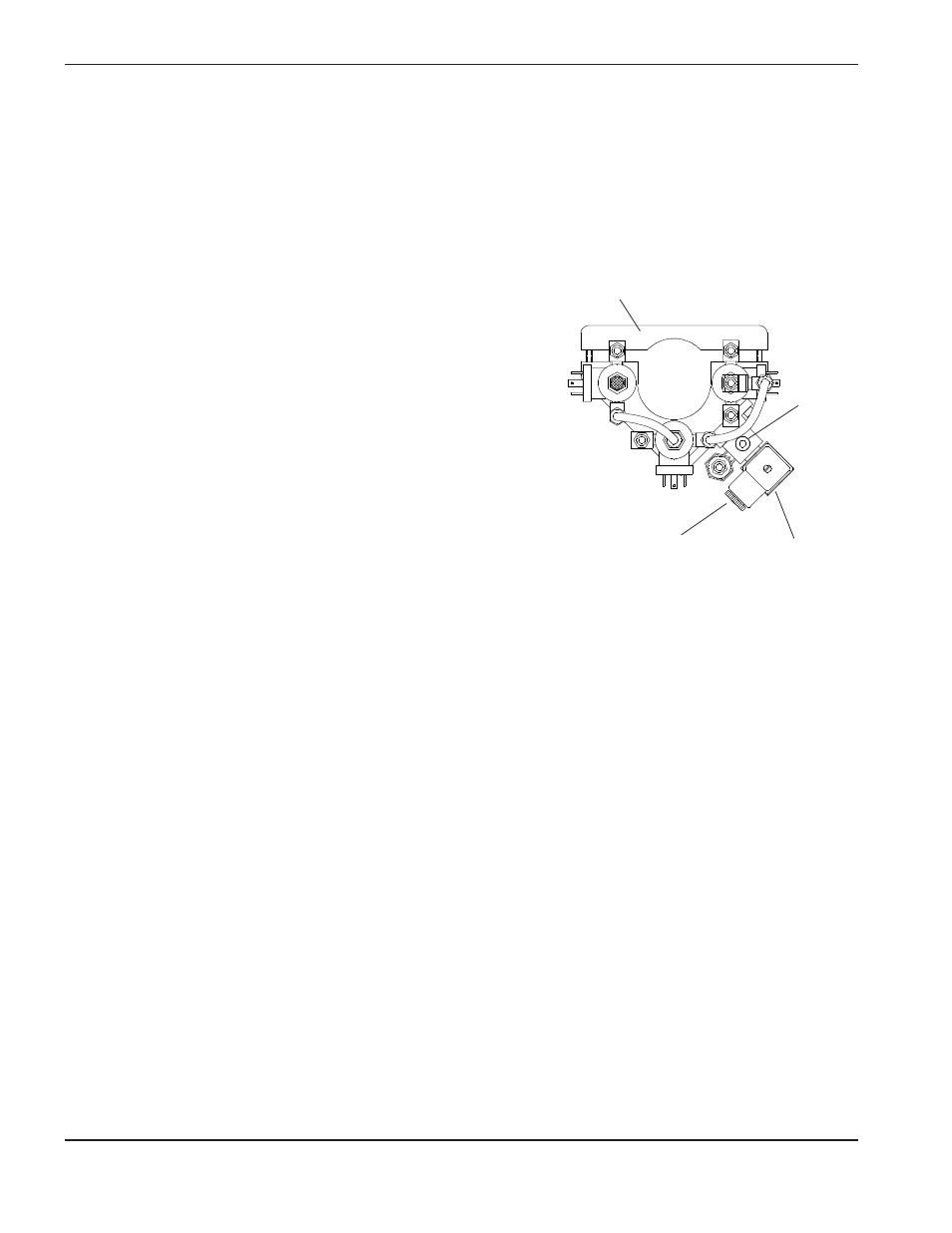
Spurgo dei flessibili del refrigerante
Prima di togliere la torcia PAC184 o PAC186, l’operatore potrebbe voler spurgare il refrigerante torcia contenuto nei
flessibili, facendolo rifluire nel serbatoio, onde ridurre al minimo le perdite di refrigerante quando si stacca la torcia
dal gruppo di sgancio rapido. Dopo aver ricollegato la torcia, i flessibili vanno riempiti di refrigerante. Consultare le
procedure sottoelencate.
Valvola a solenoide
di spurgo
Presa a
120V C.A.
Entrata
aria
Gruppo valvole-
intercettazione
Figura 2-9
Impostazione per lo
spurgo del refrigerante
Spurgare i flessibili del refrigerante
1. Spegnere l’alimentatore dal quadro di comando o dal CNC.
2. A livello del gruppo valvole-intercettazione (fig. 2-9),
collegare un flessibile aria da 1/4 di pollice all’entrata aria.
3. Collegare il cavo di alimentazione elettrica a 120V C.A.
proveniente dal CNC o da un’altra fonte di corrente alla
presa a 120 V C.A. della valvola a solenoide di spurgo.
4. Applicare aria a circa 1,4 bar all’entrata aria. L’aria
dovrebbe essere pulita, asciutta e senza olio onde evitare
di contaminare il refrigerante.
5. Applicare un segnale a 120V C.A. per circa 3 secondi onde
far aprire la valvola a solenoide per spurgare il refrigerante
dai flessibili. Non è necessario spurgare per oltre 3
secondi.
6. Dopo aver spurgato i flessibili del refrigerante, staccare la
torcia dal gruppo di sgancio rapido
Riempire i flessibili del refrigerante
1. Ricollegare la torcia al gruppo di sgancio rapido.
2. Inserire l’alimentazione elettrica all’alimentatore tramite il quadro di comando od il CNC.
Se si agisce sull’alimentatore, premere e mantenere premuto il pulsante POWER ON fino a che si illumina il LED
COOLANT FLOW. Se si agisce sul CNC, mantenere attivato il segnale Power On fino a che si illumina il LED
COOLANT FLOW.
Quando si illumina LED COOLANT FLOW, lasciar andare il pulsante POWER ON sull’alimentatore, oppure
disattivare il segnale Power On sul CNC. L’indicatore verde POWER ON dovrebbe rimanere illuminato, indicando
che il sistema sta funzionando normalmente.
(Il LED COOLANT FLOW rimarrà spento fino a quando il refrigerante non avrà espulso tutta l’aria dai flessibili di
raffreddamento della torcia e sarà ritornato nel serbatoio. Tuttavia, i flessibili di raffreddamento con troppe curve
possono contenere delle sacche d’aria anche se il LED COOLANT FLOW si illumina ed il sistema sembra pronto
al funzionamento. L’aria intrappolata potrebbe provocare delle temporanee interruzioni del raffreddamento
della torcia, che possono danneggiare quest’ultima.)