Retta in rapido g00 retta con avanzamento g01 f, 4 t raiet to ri e - coor dinat e car tesiane – HEIDENHAIN iTNC 530 (606 42x-02) ISO programming Manuale d'uso
Pagina 219
HEIDENHAIN iTNC 530
219
6.4 T
raiet
to
ri
e - Coor
dinat
e
car
tesiane
Retta in rapido G00
Retta con avanzamento G01 F
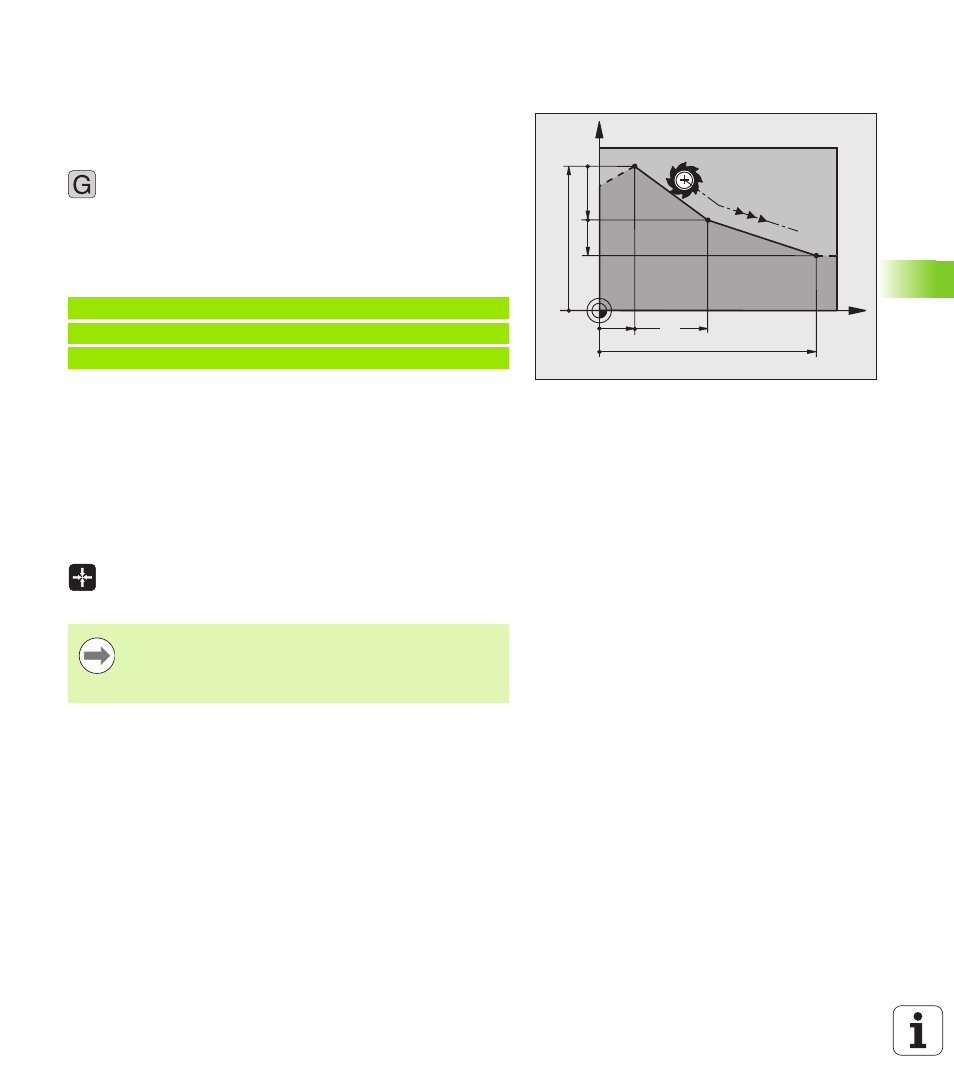
Il TNC sposta l'utensile su una retta dalla sua posizione attuale al punto
finale della retta. Il punto di partenza corrisponde al punto finale del
blocco precedente.
U
Coordinate
del punto finale della retta, se necessario
U
Correzione raggio G41/G42/G40
U
Avanzamento F
U
Funzione ausiliaria M
Blocchi esemplificativi NC
Conferma della posizione reale
Un blocco lineare (blocco G01) può essere generato anche con il tasto
"CONFERMA POSIZIONE REALE":
U
Portare l'utensile in modalità Funzionamento manuale sulla
posizione da confermare
U
Commutare dalla visualizzazione dello schermo a Editing
programma
U
Selezionare il blocco di programma dopo il quale si desidera inserire
il blocco L
U
Premere il tasto "CONFERMA POSIZIONE REALE": il
TNC genera un blocco L con le coordinate della
posizione reale
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Il numero degli assi che il TNC deve memorizzare nel
blocco G01 è da definirsi con la funzione MOD (vedere
"Selezione assi per la generazione di un blocco G01",
pagina 594).
1