Correzione del raggio utensile, 3 cor rezione ut ensile – HEIDENHAIN TNC 620 (73498x-01) ISO programming Manuale d'uso
Pagina 164
164
Programmazione: utensili
5.3 Cor
rezione ut
ensile
Correzione del raggio utensile
Il blocco di programma per la traiettoria utensile contiene:
G41
o G42 per la correzione del raggio
G40
, quando non è richiesta alcuna correzione del raggio
La correzione del raggio si attiva quando un utensile viene chiamato e
spostato nel piano di lavoro con un blocco lineare con G41 o G42
Per la correzione del raggio il TNC tiene conto dei valori delta sia del
blocco T che della tabella utensili.
Valore di correzione = R + DR
TOOL CALL
+ DR
TAB
dove
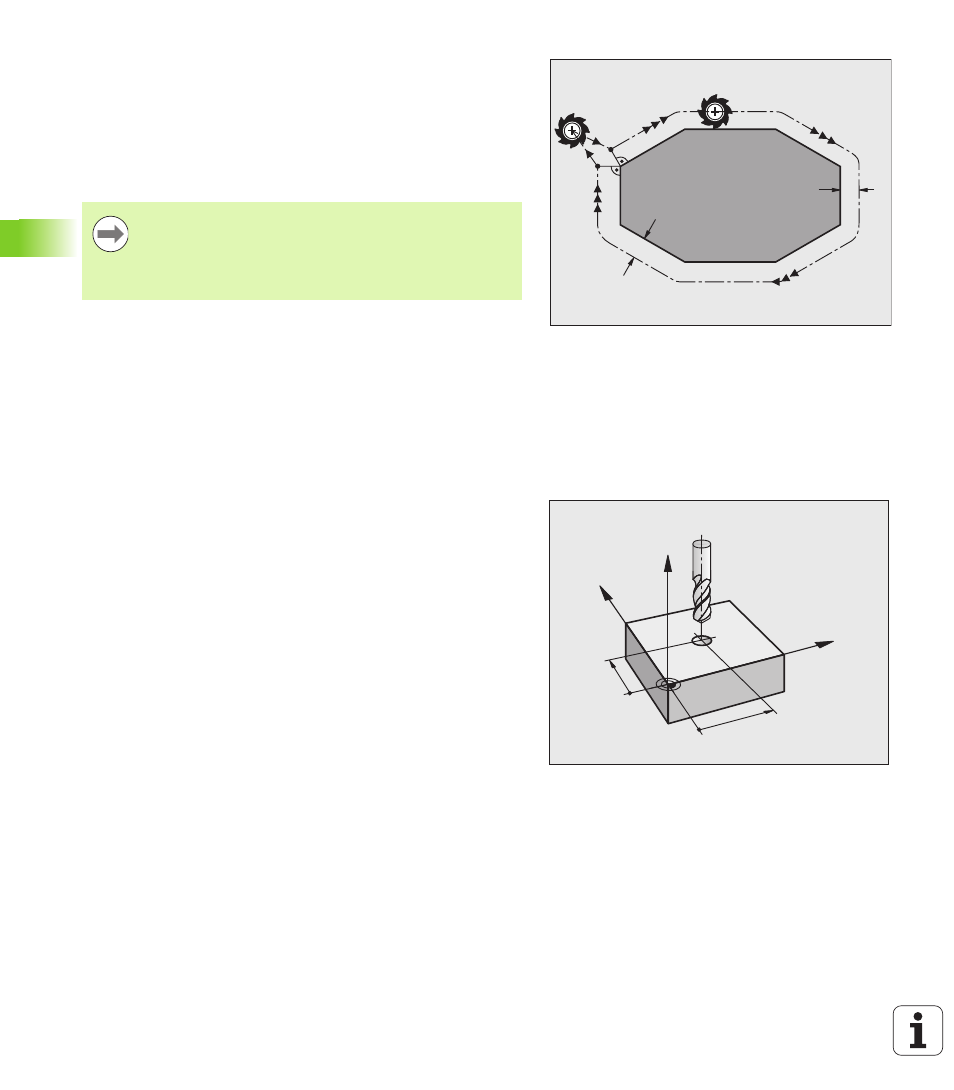
Traiettorie senza correzione del raggio: G40
L'utensile si sposta nel piano di lavoro con il proprio centro sulla
traiettoria programmata, cioè sulle coordinate programmate.
Impiego: foratura, preposizionamenti.
R
R
G40
G41
Il TNC annulla la correzione del raggio se:
si programma un blocco lineare con G40
si programma un PGM CALL
si seleziona un nuovo programma con PGM MGT
R
:
Raggio utensile R dal blocco G99 o dalla tabella
utensili
DR
TOOL CALL
:
Maggiorazione del raggio DR dal blocco T
DR
TAB:
Maggiorazione del raggio DR dalla tabella utensili
Y
X
Z
X
Y