Introduzione – HEIDENHAIN TNC 620 (340 56x-03) Manuale d'uso
Pagina 378
378
Programmazione: lavorazione a più assi
1
1
.6 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
ar
e 2)
11.6 Correzione tridimensionale
dell’utensile (opzione software 2)
Introduzione
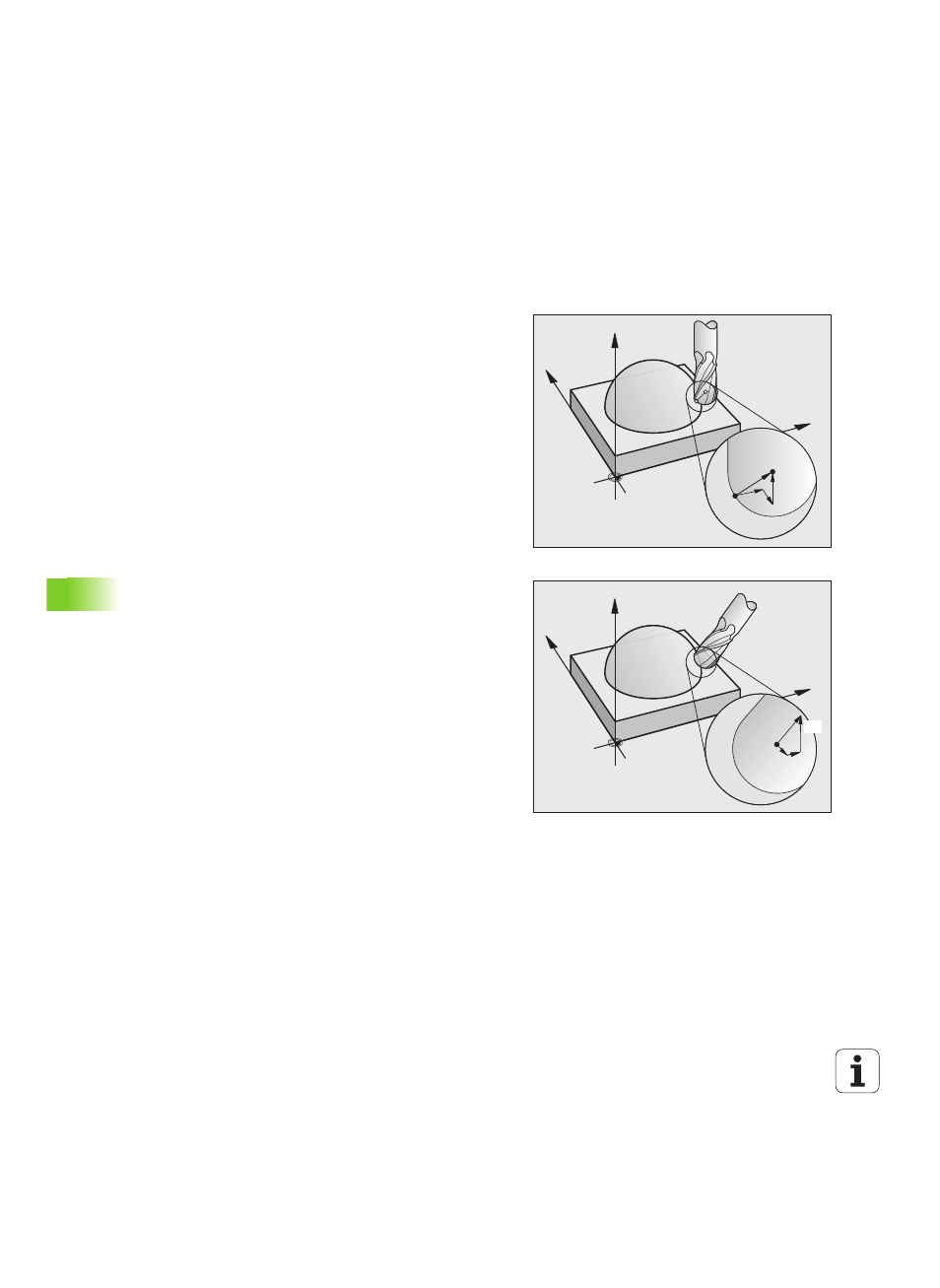
Il TNC è in grado di eseguire una correzione tridimensionale
dell'utensile (correzione 3D) per blocchi di rette. In questi blocchi
devono essere inserite, oltre alle coordinate X,Y e Z del punto finale
della retta, anche le componenti NX, NY e NZ del vettore normale alla
superficie (vedere "Definizione di vettore normale" a pagina 379).
Qualora si voglia eseguire un orientamento utensile, questi blocchi
devono contenere anche un vettore normale con le componenti TX, TY
e TZ, che stabilisce l'orientamento utensile (vedere "Definizione di
vettore normale" a pagina 379).
Il punto finale della retta, le componenti dei vettori normali e le
componenti per l'orientamento utensile devono essere calcolati
mediante un sistema CAM.
Possibilità di impiego
Utilizzo di utensili con dimensioni che non corrispondono a quelle
calcolate dal sistema CAM (correzione tridimensionale senza
definizione dell'orientamento utensile)
Face Milling: correzione della geometria di fresatura nella direzione
dei vettori normali (correzione tridimensionale senza e con
definizione dell'orientamento utensile). La lavorazione avviene
principalmente con la parte frontale dell'utensile
Peripheral Milling: correzione del raggio di fresatura in direzione
normale rispetto alla direzione di movimento e normale rispetto alla
direzione dell'utensile (correzione tridimensionale del raggio con
definizione dell'orientamento utensile). La lavorazione avviene
principalmente con la superficie cilindrica dell'utensile
Z
Y
X
P
T
NZ
P
NX
NY
Z
Y
X
TX
TY
TZ