Acciaio al carbonio, Plasma ad o, Protezione ad aria 50 a taglio – Hypertherm HSD130 Local High Frequency Manuale d'uso
Pagina 83
FUNZIONAMENTO
HySpeed HSD130
Manuale di istruzioni
4-11
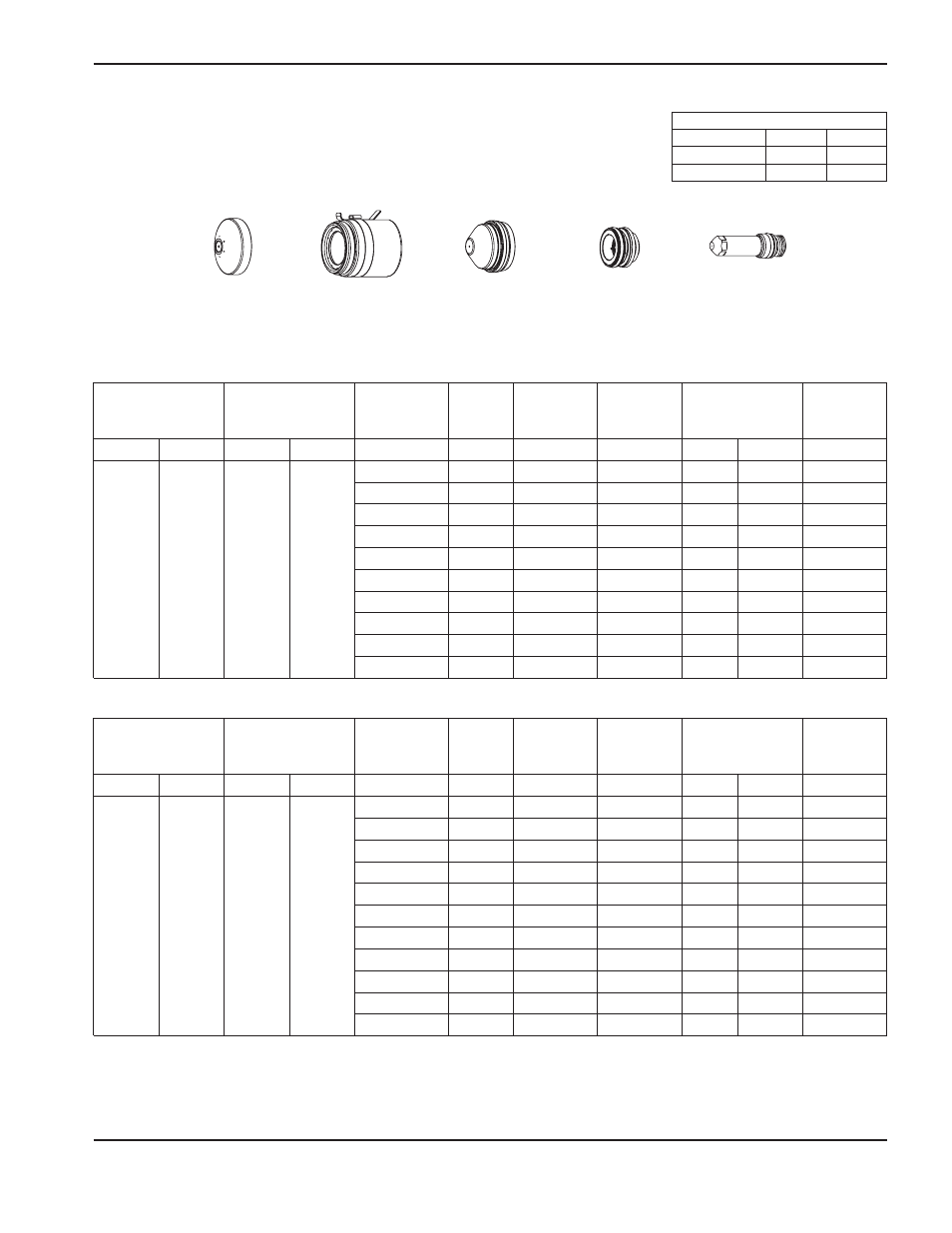
220532
220530
220529
220528
220578
220490 (senza spinotto IHS)
Metricoo
Inglese
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
O
2
Aria
72
36
0,5
98
1,5
7550
3,0
200
0,0
0,8
98
1,5
7050
3,0
200
0,0
1,0
98
1,5
6775
3,0
200
0,1
1,2
98
1,5
6600
3,0
200
0,1
1,5
98
1,5
6150
3,0
200
0,1
2,0
98
1,5
5400
3,0
200
0,1
2,5
100
1,8
4300
3,6
200
0,2
3,0
102
1,8
3650
3,6
200
0,3
4,0
104
2,0
2800
4,0
200
0,4
6,0
108
2,5
1750
5,0
200
0,5
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
O
2
Aria
72
36
0.018
98
0.060
300
0.120
200
0.0
0.024
98
0.060
290
0.120
200
0.0
0.030
98
0.060
280
0.120
200
0.0
0.036
98
0.060
270
0.120
200
0.1
0.048
98
0.060
260
0.120
200
0.1
0.060
98
0.060
240
0.120
200
0.1
0.075
98
0.060
220
0.120
200
0.1
0.105
100
0.070
160
0.140
200
0.2
0.135
103
0.070
130
0.140
200
0.3
3/16
106
0.090
85
0.180
200
0.4
1/4
108
0.100
65
0.200
200
0.5
Portata di flusso – lpm/scfh
O
2
Aria
Preflusso
0 / 0
69 / 146
Flusso di taglio
29 / 62
73 / 155
Acciaio al carbonio
Plasma ad O
2
/ protezione ad aria
50 A taglio