Azoto, Ht4001 senza slave, Inglese – Hypertherm HT4001 Manuale d'uso
Pagina 36: Metrico
10/4/00
2-22
HT4001
Manuale dell’operatore
.035
,889
30
30
45
125
260
1/8
3
11 430
.120"
.075
,191
30
30
45
130
260
1/8
3
7 620
Massimo
1/8
3,18
30
30
45
135
260
1/4
6
5 080
260 A
1/4
6,35
30
30
45
145
260
5/16
8
3 690
1/8
3,18
45
45
62
140
300
1/4
6
4 450
.166"
1/4
6,35
45
45
62
140
360
1/4
6
3 690
Massimo
3/8
9,53
45
45
62
145
360
1/4
6
3 180
400 A
1/2
12,7
45
45
62
150
400
1/4
6
2 420
3/4
19,1
45
45
62
150
400
5/16
8
1 270
1
25,4
45
45
62
155
400
3/8
10
760
6
30
30
45
145
260
8
3 840
6
45
45
62
140
360
6
4 660
4,2 mm
8
45
45
62
145
360
6
3 420
Massimo
10
45
45
62
145
360
6
3 060
400 A
12
45
45
62
150
400
6
2 580
15
45
45
62
150
400
6-7
2 000
20
45
45
62
150
400
8
1 190
25
45
45
62
155
400
10
790
Nota:
Le pressioni minime di ingresso del azoto rimangono a 10,3 bar per qualunque spessore della lamiera.
La pressione di mandata della pompa del refrigeratore ad acqua rimane compresa tra 12 e 12,8 bar per tutti gli spessori
di lamiera.
La portata di azoto massima è di 176 l/min con una pressione di ingresso di 10,3 bar.
Impostare l’altezza iniziale della torcia (prima dello sfondamento) ad un valore circa doppio rispetto alla distanza torcia-
lamiera (distanza di taglio) per il materiale da tagliare.
Nota: Se non si verifica un trasferimento d’arco quando l’altezza di sfondamento viene impostata al doppio della distanza
di taglio (in caso di materiale spesso da tagliare con correnti elevate), diminuire gradualmente l’altezza iniziale di
sfondamento della torcia fino a che non si ha trasferimento d’arco.
HT4001 senza slave
Torcia PAC620 – Consumabili standard
Acciaio al carbonio – Azoto Plasma
Elettrodo
Spessore del
materiale
(in)
(mm)
Portata del test
preflusso
(N
2
) (%)
Portata del
test flusso
di taglio
(N
2
) (%)
Impostazione
della portata
d’acqua
(%)
Tensione
dell’arco
(V)
Corrente
dell’arco
(A)
Distanza
torcia-lamiera
(in)
(mm)
Velocità di
taglio
(mm/min)
Inglese
Elettrodo
Spessore del
materiale
(mm)
Portata del test
preflusso
(N
2
) (%)
Portata del
test flusso
di taglio
(N
2
) (%)
Impostazione
della portata
d’acqua
(%)
Tensione
dell’arco
(V)
Corrente
dell’arco
(A)
Distanza
torcia-lamiera
(mm)
Velocità di
taglio
(mm/min)
Metrico
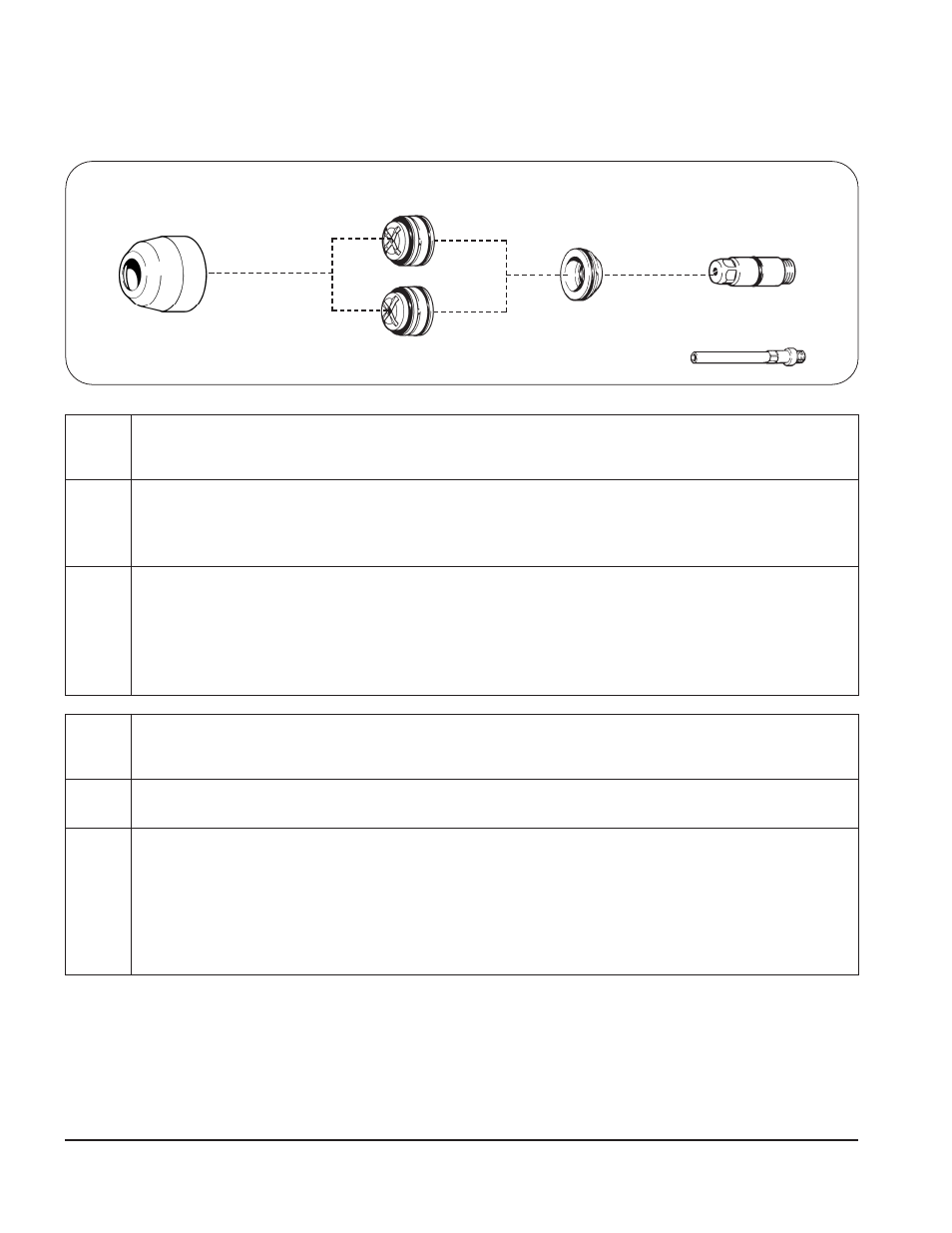
Cappuccio di tenuta
020579 (Vectra)
020246 (Vespel)
Ugello
020089
(.120 in/3 mm)
020084
(.166 in/4.2 mm)
Anello diffusore
020039 (
orario)
020042 (
antiorario)
Elettrodo
020082
Tubo dell’acqua – Standard
020990
3 mm
Massimo
260 A
120466 – CE (Vectra)
120467 – CE (Vespel)