Funzionamento della torcia per macchina -12, Tabella di taglio -12 – Hypertherm Powermax600 Rev.2 Manuale d'uso
Pagina 36
USO
4-12
HYPERTHERM PMX600 Manuale di istruzioni
9/24/99
FUNZIONAMENTO DELLA TORCIA PER MACCHINA
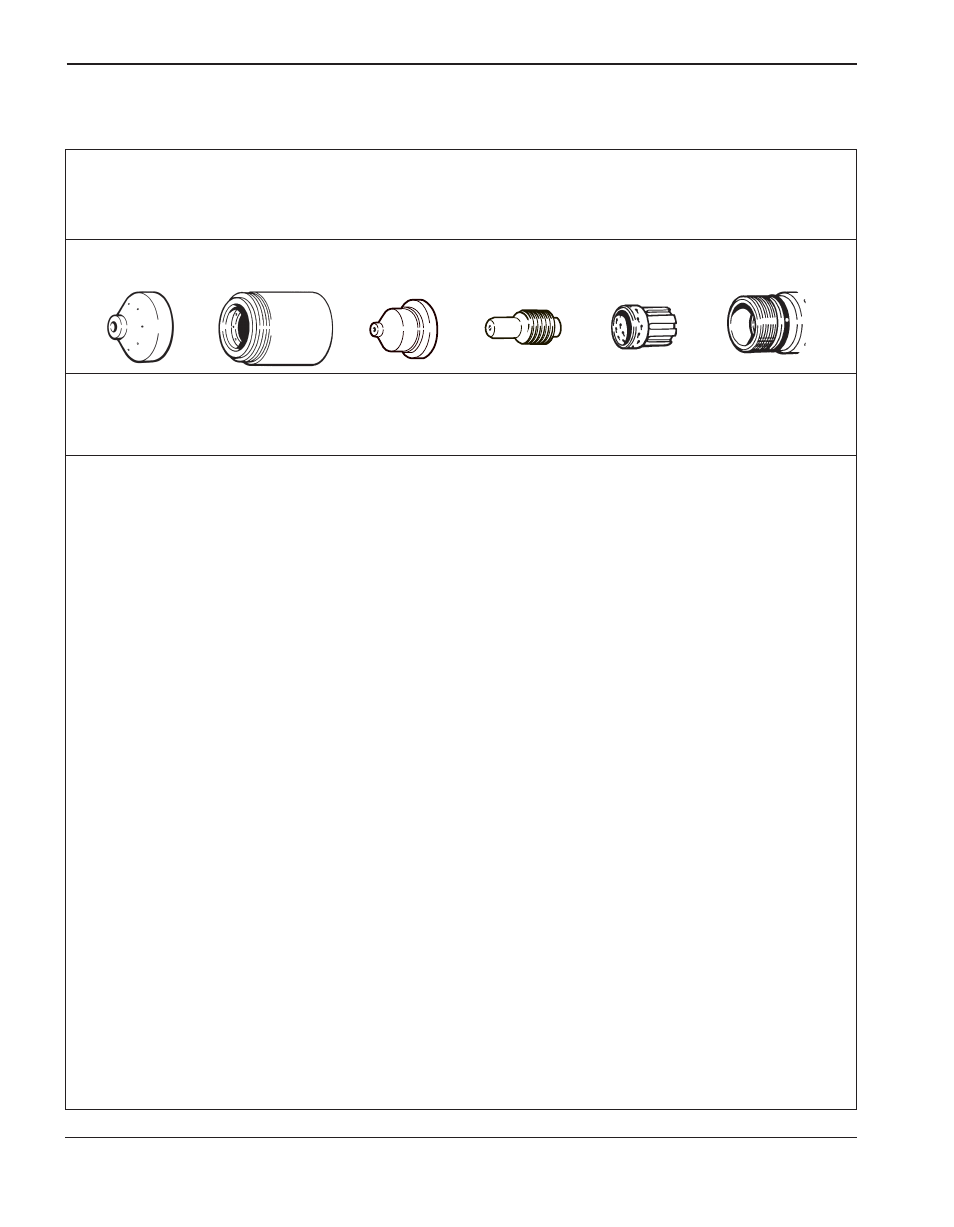
Tabella di taglio - parti di ricambio standard da 40 Amp
• Le seguenti impostazioni sono raccomandate per il taglio meccanico.
• La distanza torcia-lamiera utilizzata per la seguente tabella di taglio è 1,5 mm per tutti i tipi di tagli.
Schermo
120827
Cappuccio di retenzione
120600
Ugello
120826
Elettrodo
120573
Anello diffusore
120576
Torcia
PAC123
Spessore
Corrente
-
Tensione
-
Velocità di taglio
Ritardo di
lamiera
d’arco
d’arco
raccomandata
sfondamento
(ga. or in.) (mm)
Materiale
(A)
(
VCC
)
(mm/min.)
(
sec.
)
26 ga.
0,5
Acciaio dolce
20
155
6850
0
16 ga.
1,5
Acciaio dolce
20
155
1780
0
16 ga.
1,5
Acciaio dolce
40
120
10150
0
1/8"
3
Acciaio dolce
40
120
4950
0,5
1/4"
6
Acciaio dolce
40
130
1680
1,0
3/8"
10
Acciaio dolce
40
140
640
†
1/2"
13
Acciaio dolce
40
140
460
†
5/8"
16
Acciaio dolce
40
150
250
†
0.020"
1
Alluminio
20
170
4150
0
0.060"
1,5
Alluminio
20
170
3330
0
16 ga.
1,5
Alluminio
40
130
10900
0
1/8"
3
Alluminio
40
135
4450
0,5
1/4"
6
Alluminio
40
140
1620
1,0
3/8"
10
Alluminio
40
150
510
†
1/2"
13
Alluminio
40
150
410
†
5/8"
16
Alluminio
40
160
200
†
26 ga.
0,5
Acciaio inox
20
160
5970
0
16 ga.
1,5
Acciaio inox
20
160
1270
0
16 ga.
1,5
Acciaio inox
40
130
10150
0
1/8"
3
Acciaio inox
40
140
4060
0,5
1/4"
6
Acciaio inox
40
140
1320
1,0
3/8"
10
Acciaio inox
40
140
510
†
1/2"
13
Acciaio inox
40
150
330
†
5/8"
16
Acciaio inox
40
160
180
†
† Per tagliare materiali con spessore maggiore di 6 mm, accendere la torcia