HEIDENHAIN TNC 620 (340 56x-03) ISO programming Manuale d'uso
Pagina 484
484
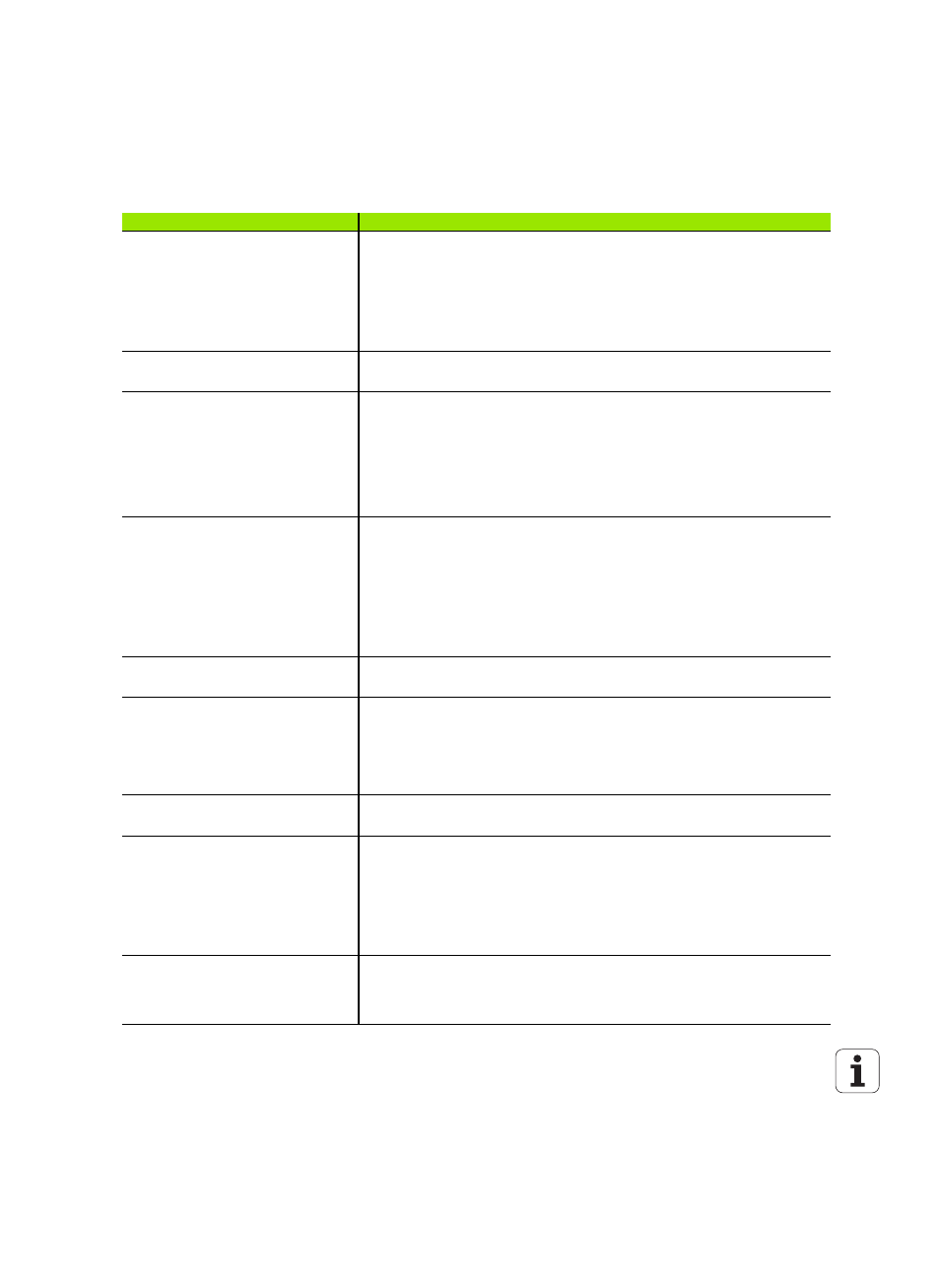
Eliminazione automatica della correzione
raggio utensile
blocco con R0
blocco DEP
END PGM
blocco con R0
blocco DEP
PGM CALL
programmazione ciclo 10 ROTAZIONE
selezione programma
Blocchi NC con M91
senza calcolo della correzione raggio
utensile
calcolo della correzione raggio utensile
Correzione forma utensile
la correzione forma utensile non è
supportata, in quanto questo tipo di
programmazione viene considerato
strettamente una programmazione dei
valori degli assi e in linea di principio si
deve presupporre che gli assi non
costituiscono un sistema di coordinate
cartesiane
la correzione forma utensile è
supportata
Blocchi di posizionamento parassiali
correzione raggio attivo come per
blocchi L
viene assegnato dalla posizione attuale
del blocco procedente al valore
programmato delle coordinate. Se il
blocco successivo è un blocco lineare,
questo viene trattato come un blocco di
attivazione della correzione raggio e la
traiettoria ha di nuovo un andamento
parallelo al profilo a partire dal blocco
lineare successivo
Lettura blocchi in tabelle punti
l'utensile viene posizionato mediante la
successiva posizione da lavorare
l'utensile viene posizionato mediante
l'ultima posizione lavorata
Blocco CC vuoto (conferma polo da
ultima posizione utensile) nel
programma NC
l'ultimo blocco di posizionamento nel
piano di lavoro deve contenere
entrambe le coordinate del piano di
lavoro
l'ultimo blocco di posizionamento nel
piano di lavoro non deve
necessariamente contenere entrambe
le coordinate del piano di lavoro. Può
essere problematico con blocchi RND o
CHF
Blocco RND scalato specifico per asse
il blocco RND viene scalato, il risultato è
un'ellisse
viene emesso un messaggio d'errore
Reazione se prima o dopo un blocco RND
o CHF è definito un elemento del profilo
con lunghezza 0
viene emesso un messaggio d'errore
viene emesso un messaggio d'errore,
se l'elemento del profilo con lunghezza 0
si trova prima del blocco RND o CHF.
L'elemento del profilo con lunghezza 0
viene ignorato, se l'elemento del profilo
con lunghezza 0 si trova dopo il blocco
RND
o CHF
Programmazione circolare con
coordinate polari
l'angolo di rotazione incrementale IPA e
il senso di rotazione DR devono avere lo
stesso segno. In caso contrario viene
emesso un messaggio d'errore.
il segno del senso di rotazione viene
impiegato se DR e IPA sono definiti con
segno diverso
Funzione
TNC 620
iTNC 530