Programmazione di funzioni traiettoria, Retta in rapido g00 retta con avanzamento g01 f, 4 t raiet to ri e - coor dinat e car tesiane – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Manuale d'uso
Pagina 169
HEIDENHAIN TNC 620
169
6.4 T
raiet
to
ri
e - Coor
dinat
e car
tesiane
Programmazione di funzioni traiettoria
Le funzioni traiettoria si possono programmare con praticità utilizzando
i relativi tasti grigi. Il TNC richiede di inserire i necessari dati nei
successivi dialoghi.
Retta in rapido G00
Retta con avanzamento G01 F
Il TNC sposta l'utensile su una retta dalla sua posizione attuale al punto
finale della retta. Il punto di partenza corrisponde al punto finale del
blocco precedente.
U
Coordinate
del punto finale della retta, se necessario
U
Correzione del raggio G40/G41/G42
U
Avanzamento F
U
Funzione ausiliaria M
Movimento in rapido
Un blocco lineare per un movimento in rapido (blocco G00) può essere
aperto anche con il tasto L:
U
Premere il tasto L per aprire un blocco di programma per un
movimento lineare
U
Spostarsi con il tasto freccia a sinistra nel campo di immissione delle
funzioni G
U
Selezionare il softkey G00 per un movimento di traslazione in rapido
Blocchi esemplificativi NC
Conferma posizione reale
Un blocco lineare (blocco G01) può essere generato anche con il tasto
"CONFERMA POSIZIONE REALE":
U
Portare l'utensile in modalità Funzionamento manuale sulla
posizione da confermare
U
Commutare dalla visualizzazione dello schermo a
Memorizzazione/Editing programma
U
Selezionare il blocco di programma dopo il quale si desidera inserire
il blocco L
U
Premere il tasto "CONFERMA POSIZIONE REALE": il
TNC genera un blocco L con le coordinate della
posizione reale
Se si immettono le funzioni DIN/ISO utilizzando una
tastiera USB collegata, tenere presente che sono attive le
maiuscole.
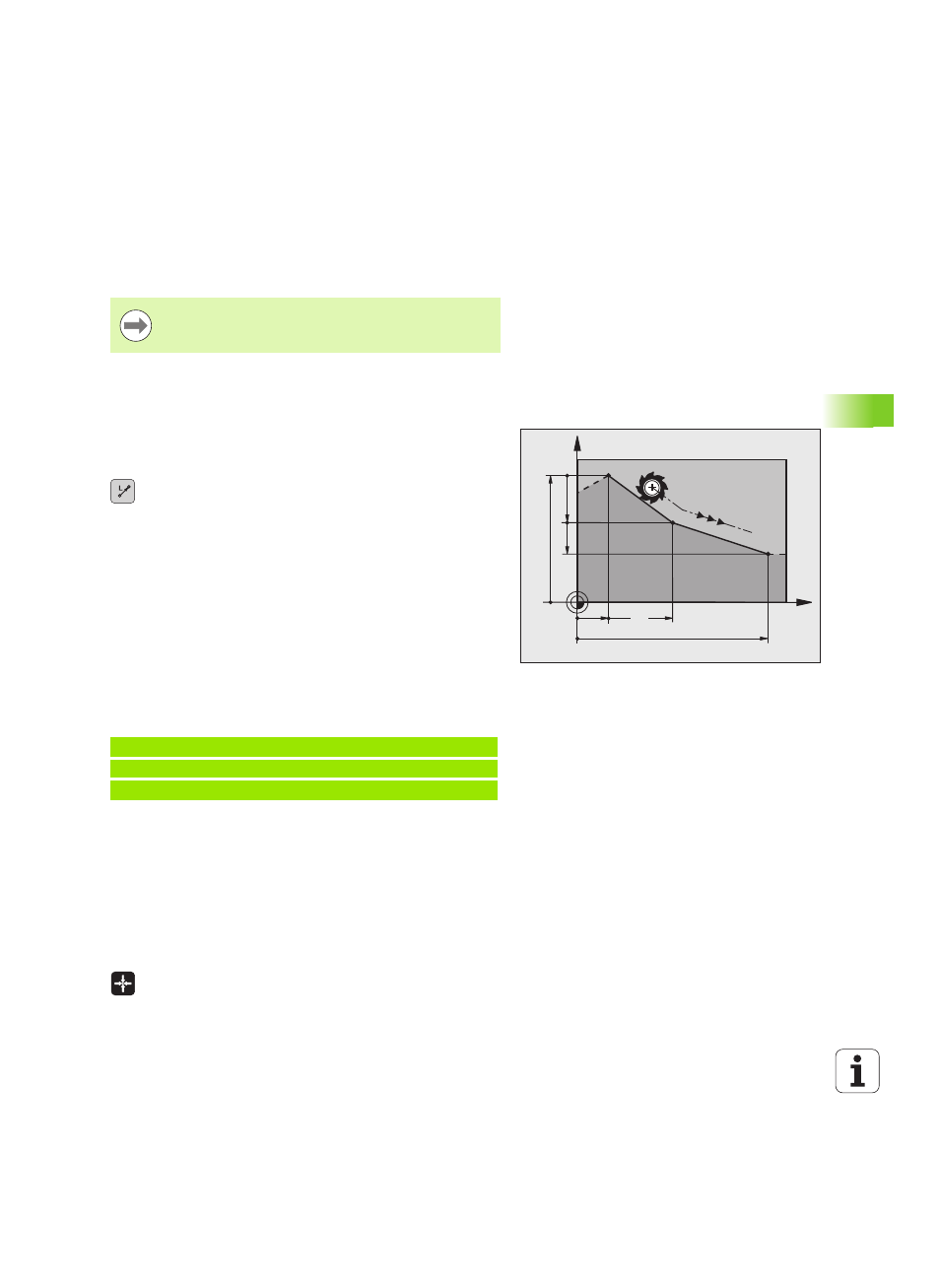
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *