Errori di taglio comuni – Hypertherm THC ArcGlide Manuale d'uso
Pagina 138
4-10
ArcGlide THC
Manuale di istruzioni
MANUTENZIONE
2
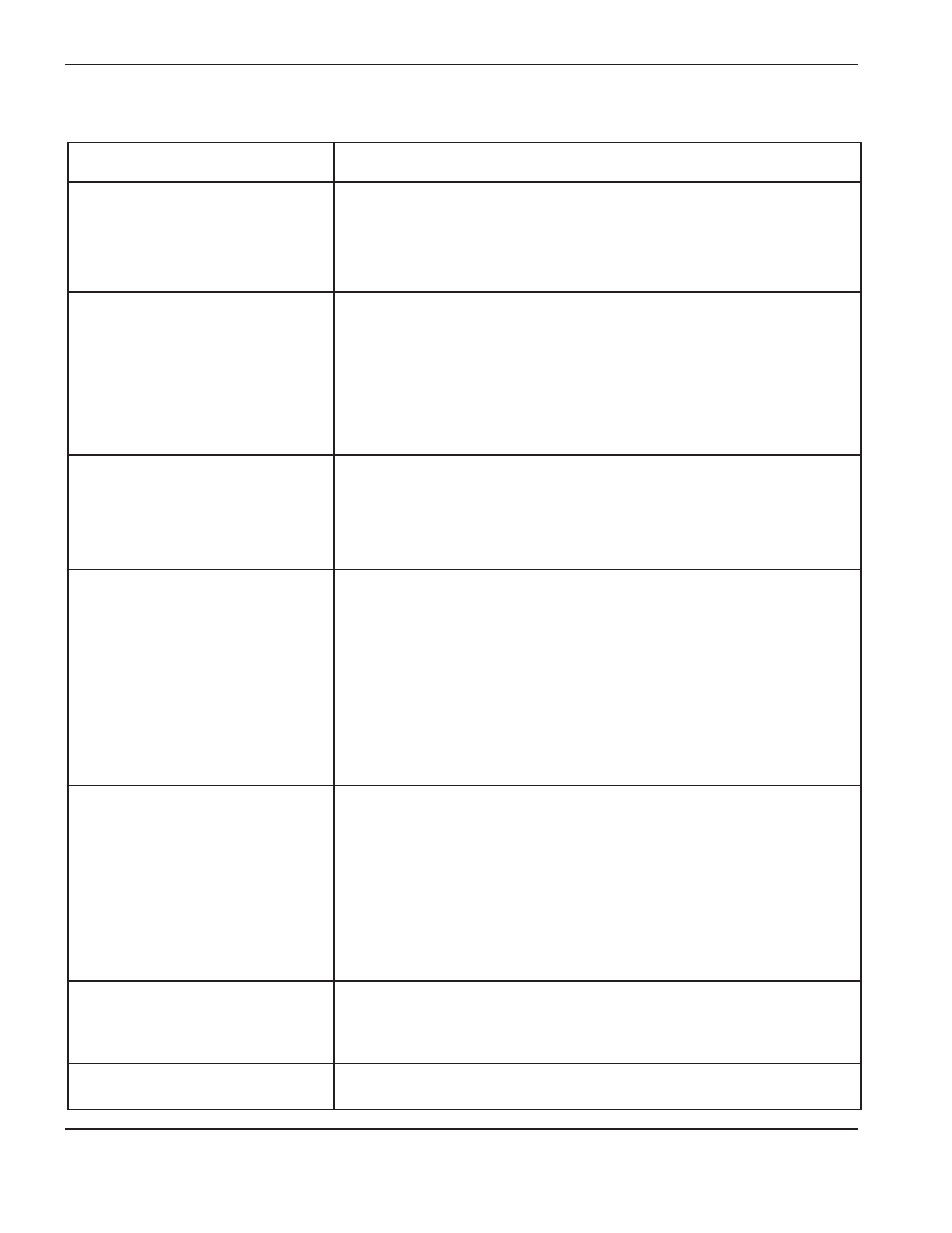
Guasto
Possibili cause
Mancato trasferimento.
1. Il collegamento del cavo di lavoro sul tavolo di taglio non sta stabilendo
un buon contatto.
2. La distanza tra torcia e lamiera è troppo elevata.
3. La superficie della lamiera è troppo arrugginita, oliata o dipinta.
Lo sfondamento della lamiera non
stato completato e sulla parte
superiore del pazzo in lavorazione
sono presenti troppe scintille.
1. La corrente è insufficiente (controllare le informazioni riportate nella
Tabella di taglio).
2. La velocità di taglio è eccessiva (controllare le informazioni riportate
nella Tabella di taglio).
3. Le parti della torcia sono consumate (cambiare le parti consumabili).
4. Il metallo sottoposto al taglio è troppo spesso.
5. La superficie della lamiera è troppo arrugginita, oliata o dipinta.
6. Il ritardo di sfondamento è troppo basso.
Formazione di bava alla base del taglio.
1. La velocità di taglio non è corretta (controllare le informazioni riportate
nella Tabella di taglio).
2. L'impostazione della corrente d'arco è insufficiente (controllare
le informazioni riportate nella Tabella di taglio ).
3. Le parti della torcia sono consumate (cambiare le parti consumabili).
L'angolo di taglio non è retto.
1. Errata direzione di corsa della macchina. Il lato con qualità elevata
è normalmente quello di destra in relazione al movimento in avanti della torcia.
2. La distanza tra torcia e lamiera non è corretta (controllare le informazioni
riportate nella Tabella di taglio).
3. La velocità di taglio non è corretta (controllare le informazioni riportate
nella Tabella di taglio).
4. L'arco di corrente non è corretto (controllare le informazioni riportate
nella Tabella di taglio).
5. Parti consumabili danneggiate.
6. La torcia non è montata perpendicolarmente alla lamiera.
7. Torcia danneggiata.
Breve durata dei consumabili.
1. Corrente d'arco, tensione d'arco, velocità della corsa, ritardo al movimento,
velocità di flusso di gas o altezza iniziale torcia non sono stati impostati
come specificato nella Tabella di taglio.
2. Il taglio di lamiere altamente magnetiche, come quelle con alto contenuto
di nichel, abbrevia la durata del consumabile. È difficile ottenere una lunga
durata dei consumabili quando si tagliano lamiere magnetizzate o che
si magnetizzano facilmente.
3. Iniziare o finire il taglio fuori dalla superficie della lamiera. Per prolungare
la durata dei consumabili, tutti i tagli devono iniziare e terminare sulla
superficie della lamiera.
La torcia non si accende.
La torcia non è attiva. Per i sistemi plasma HPR e HPR XD, verificare che
l'accensione a distanza sia correttamente collegata sull'interfaccia plasma.
Per maggiori informazioni, consultare Interfaccia plasma Hypernet (141161)
in questa sezione.
La parte ha dimensioni errate.
Il valore di larghezza del taglio (kerf) non è stato definito correttamente.
Errori di taglio comuni