Fresatura a spianare (ciclo 232), 86 ci cli di spian a tura – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Manuale d'uso
Pagina 86
86
Ci
cli di
spian
a
tura
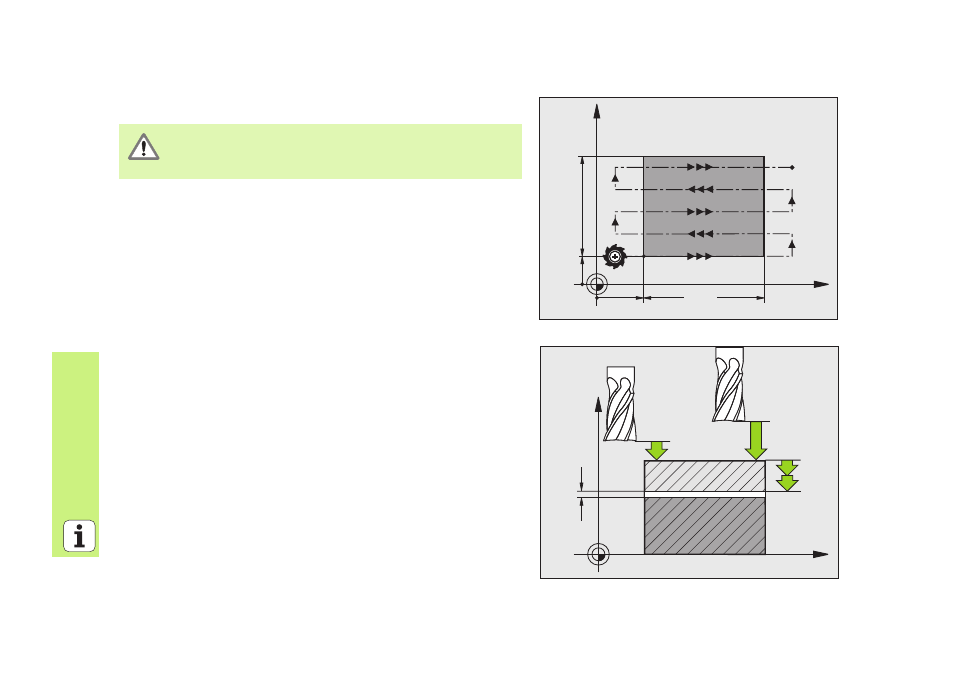
FRESATURA A SPIANARE (Ciclo 232)
CYCL DEF: selezionare il ciclo 232 FRESATURA A SPIANARE
Strategia di lavorazione: Q389
Punto di partenza 1º asse: Q225
Punto di partenza 2º asse: Q226
Punto di partenza 3º asse: Q227
Punto finale 3º asse: Q386
Lunghezza 1º lato Q218
Lunghezza 2º lato Q219
Profondità di accostamento massima: Q202
Sovrametallo per finitura profondità: Q369
Fattore max. di sovrapposizione traiettorie: Q370
Avanzamento di fresatura: Q207
Avanzamento finitura: Q385
Avanzamento di preposizionamento: Q253
Distanza di sicurezza: Q200
Distanza di sicurezza laterale: Q357
2ª distanza di sicurezza: Q204
2. Inserire la 2ª distanza di sicurezza Q204 in modo tale da
escludere qualsiasi collisione con il pezzo o i dispositivi di
serraggio.
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q202
Q200
Q204
Q369