Pag. 136, 3 misur a zio n e aut o mat ica dei pezzi – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manuale d'uso
Pagina 136
136
3 Cicli di tastatura per il controllo automatico dei pezzi
3.3 Misur
a
zio
n
e aut
o
mat
ica dei pezzi
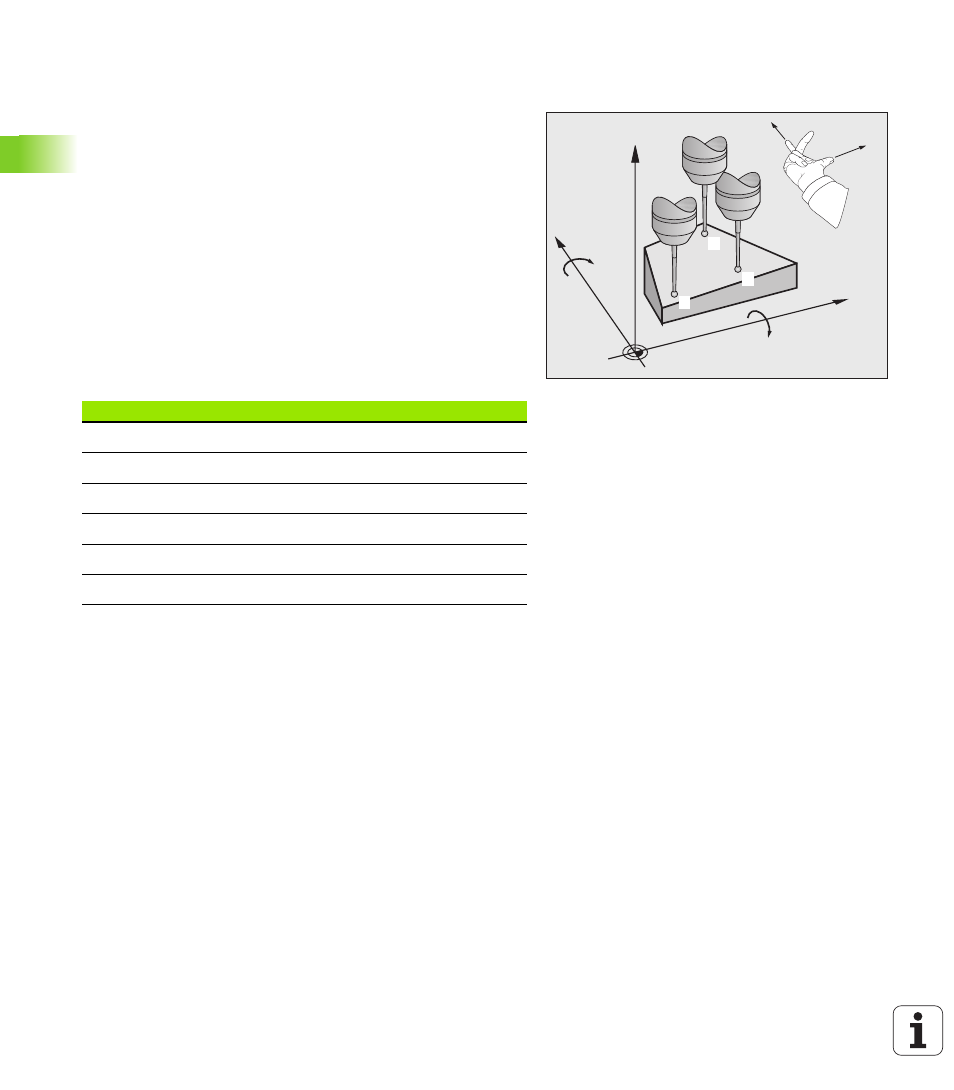
MISURAZIONE PIANO (ciclo di tastatura 431,
DIN/ISO: G431)
Il ciclo di tastatura 431 rileva gli angoli di un piano mediante
misurazione di tre punti e memorizza i relativi valori in parametri di
sistema.
1
Il TNC posiziona il tastatore in rapido (valore da colonna FMAX) e
con la logica di posizionamento (vedere "Esecuzione dei cicli di
tastatura" pag. 21) sul punto da tastare
1
e vi misura il primo punto
sul piano. Contemporaneamente, il TNC sposta il tastatore della
distanza di sicurezza in senso opposto alla direzione di tastatura
2
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona nel piano di lavoro sul punto da tastare
2
e vi misura il
valore reale del secondo punto sul piano
3
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona nel piano di lavoro sul punto da tastare
3
e vi misura il
valore reale del terzo punto sul piano
4
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza e
memorizza i valori angolari rilevati nei seguenti parametri Q:
X
Z
Y
1
2
3
+X
+Y
A
B
Numero del parametro Significato
Q158
Angolo di proiezione dell'asse A
Q159
Angolo di proiezione dell'asse B
Q170
Angolo solido A
Q171
Angolo solido B
Q172
Angolo solido C
Q173
Valore di misura nell'asse del tastatore