Esempio: spianatura, 5 cicli di spianatura – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 148
8 Programmazione: Cicli
136
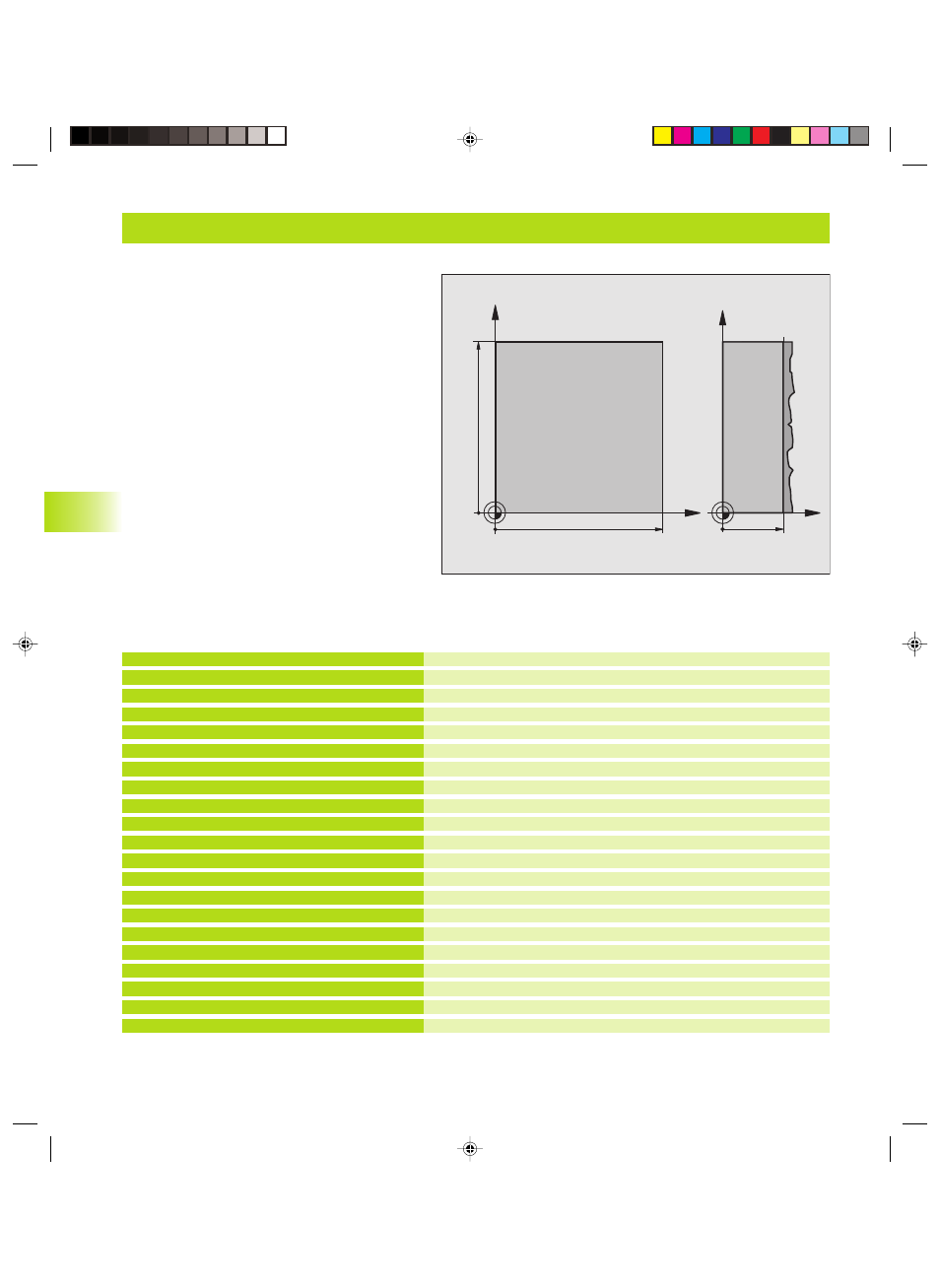
Esempio: Spianatura
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione del ciclo ”Spianatura”
Punto di partenza asse X
Punto di partenza asse Y
Punto di partenza asse Z
LUNGHEZZA 1º LATO
LUNGHEZZA 2º LATO
Numero di tagli
AVANZAMENTO ACCOSTAMENTO IN PROFONDITA'
AVANZAMENTO FRESATURA
Avanzamento accostamento trasversale
DISTANZA DI SICUREZZA
Preposizionamento vicino al punto di partenza
Chiamata ciclo
Disimpegno dell’utensile, fine del programma
0 BEGIN PGM 230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX
6 CYCL DEF 230 SPIANATURA
Q225=+0 ;PUNTO PARTENZA 1º ASSE
Q226=+0 ;PUNTO PARTENZA 2º ASSE
Q227=+35 ;PUNTO PARTENZA 3º ASSE
Q218=100 ;LUNGHEZZA 1º LATO
Q219=100 ;LUNGHEZZA 2. LATO
Q240=25 ;NUMERO TAGLI
Q206=250 ;AVANZ. INCREMENTO
Q207=400 ;AVANZAMENTO FRESATURA
Q209=150 ;AVANZ. DIAGONALE
Q200=2 ;DISTANZA SICUREZZA
7 L X-25 Y+0 R0 F MAX M3
8 CYCL CALL
9 L Z+250 R0 F MAX M2
10 END PGM 230 MM
8.5 Cicli di spianatura
X
Y
100
100
Z
Y
35
Kkap8.pm6
13.12.2004, 10:37
136