HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 69
69
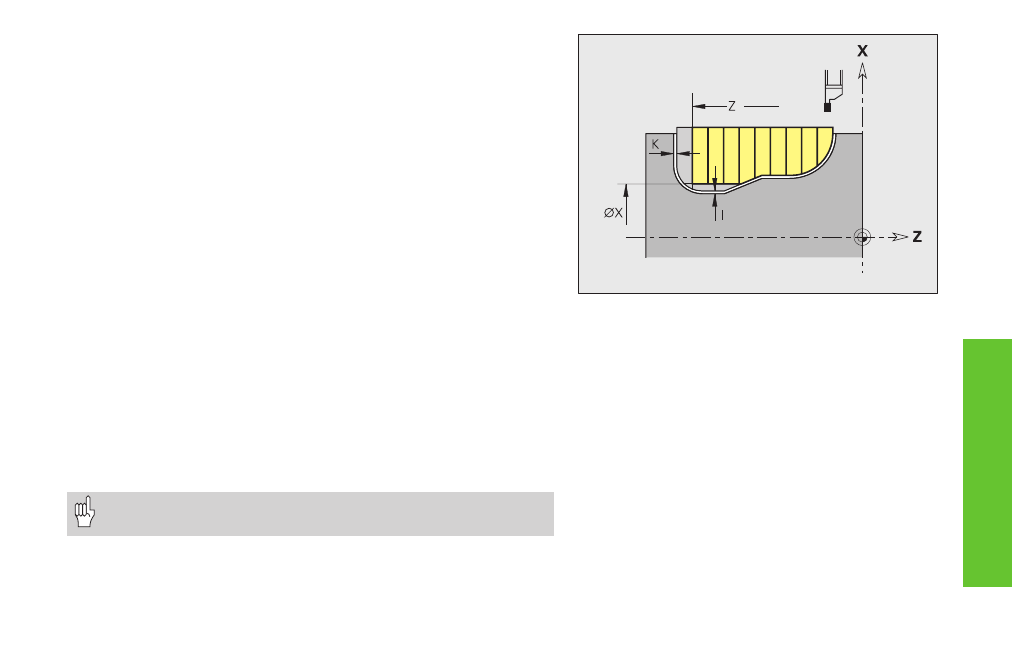
Gola G860
L'istruzione G860 lavora (rifinisce) in assiale/radiale l'area del profilo
descritta da ”NS, NE”.
Parametri
NS, NE: Numero blocco inizio, numero blocco fine (riferimento a sezione
profilo o NS = riferimento a gola descritta con G22-Geo/G23-Geo)
I, K:
Sovrametalli (I come quota diametro) – default: 0
Q:
Esecuzione – default: 0
■
Q=0: sgrossatura e finitura
■
Q=1: solo sgrossatura
■
Q=2: solo finitura
X/Z:
Limitazione di taglio (X come quota diametro)
V:
Identificativo smusso/arrotondamento a inizio/fine sezione
profilo – default: 0
Lavorazione smusso/arrotondamento:
■
V=0: a inizio e fine
■
V=1: a inizio
■
V=2: a fine
■
V=3: senza lavorazione
E:
Avanzamento di finitura – Nessuna immissione: avanzamento
attivo
H:
Tipo di allontanamento a fine ciclo – default: 0
■
H=0: ritorno al punto di partenza (gola assiale: prima in
direzione Z poi X; gola radiale: prima in direzione X poi Z)
■
H=1: posizionamento davanti al profilo finito
■
H=2: sollevamento a distanza di sicurezza e arresto
• Compensazione raggio tagliente: viene eseguita.
• Sovrametalli (G57/G58): vengono considerati.
Cicli di t
o
rnit
ur
a r
elativi
al profilo