Acciaio inox, Plasma a f5 / protezione a n, 45 a taglio – Hypertherm HSD130 Remote High Frequency Console Manuale d'uso
Pagina 95
FUNZIONAMENTO
4-16
HySpeed HSD130 RHF
Manuale di istruzioni
220532
220525
220529
220528
220534
220533 (senza spinotto IHS)
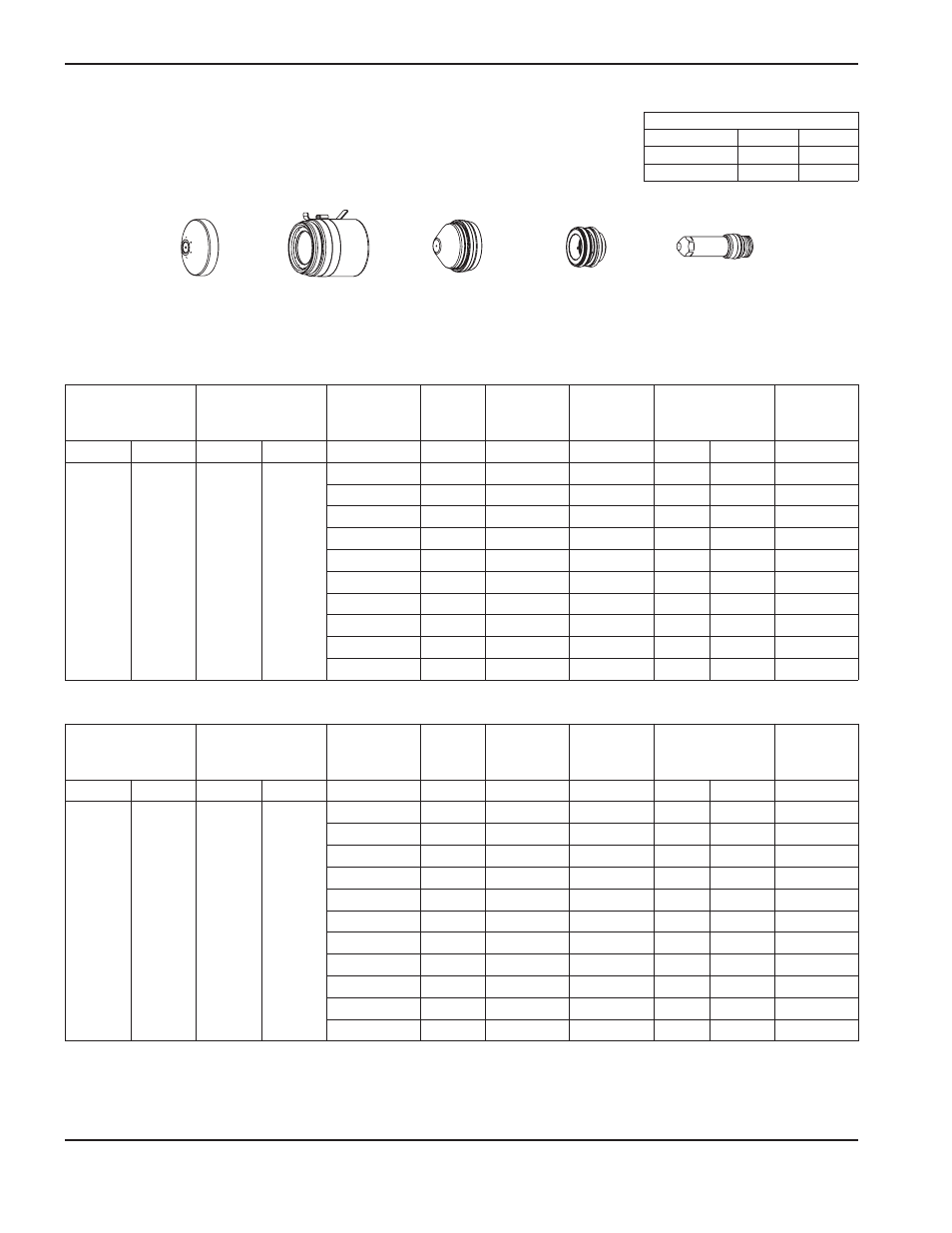
Portata di flusso – lpm/scfh
F5
N
2
Preflusso
0 / 0
162 / 344
Flusso di taglio
32 / 67
147 / 311
Metrico
Inglese
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
F5
N
2
82
82
0.018
122
0.090
280
0.180
200
0.0
0.024
123
0.090
270
0.180
200
0.0
0.030
124
0.090
260
0.180
200
0.0
0.036
125
0.090
240
0.180
200
0.1
0.048
128
0.100
210
0.200
200
0.1
0.060
129
0.100
180
0.200
200
0.2
0.075
132
0.110
130
0.220
200
0.2
0.105
137
0.120
115
0.240
200
0.2
0.135
138
0.120
100
0.240
200
0.3
3/16
140
0.130
80
0.260
200
0.4
1/4
148
0.140
45
0.280
200
0.6
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
F5
N
2
82
82
0,5
122
2,3
7000
4,6
200
0,0
0,8
124
2,3
6500
4,6
200
0,0
1,0
125
2,3
5875
4,6
200
0,1
1,2
128
2,5
5360
5,0
200
0,1
1,5
129
2,5
4650
5,0
200
0,2
2,0
132
2,8
3200
5,6
200
0,2
2,5
137
3,0
2975
6,0
200
0,2
3,0
138
3,0
2740
6,0
200
0,3
4,0
140
3,3
2350
6,6
200
0,4
6,0
148
3,6
1325
7,2
200
0,6
Acciaio inox
Plasma a F5 / protezione a N
2
45 A taglio