Finecut a bassa velocità (acciaio al carbonio), Finecut a bassa velocità (acciaio al carbonio) -36, Powermax – Hypertherm Powermax105 Rev.1 Manuale d'uso
Pagina 106
Configurazione della torCia per maCChina
6-36
powermax
105
Manuale dell’operatore
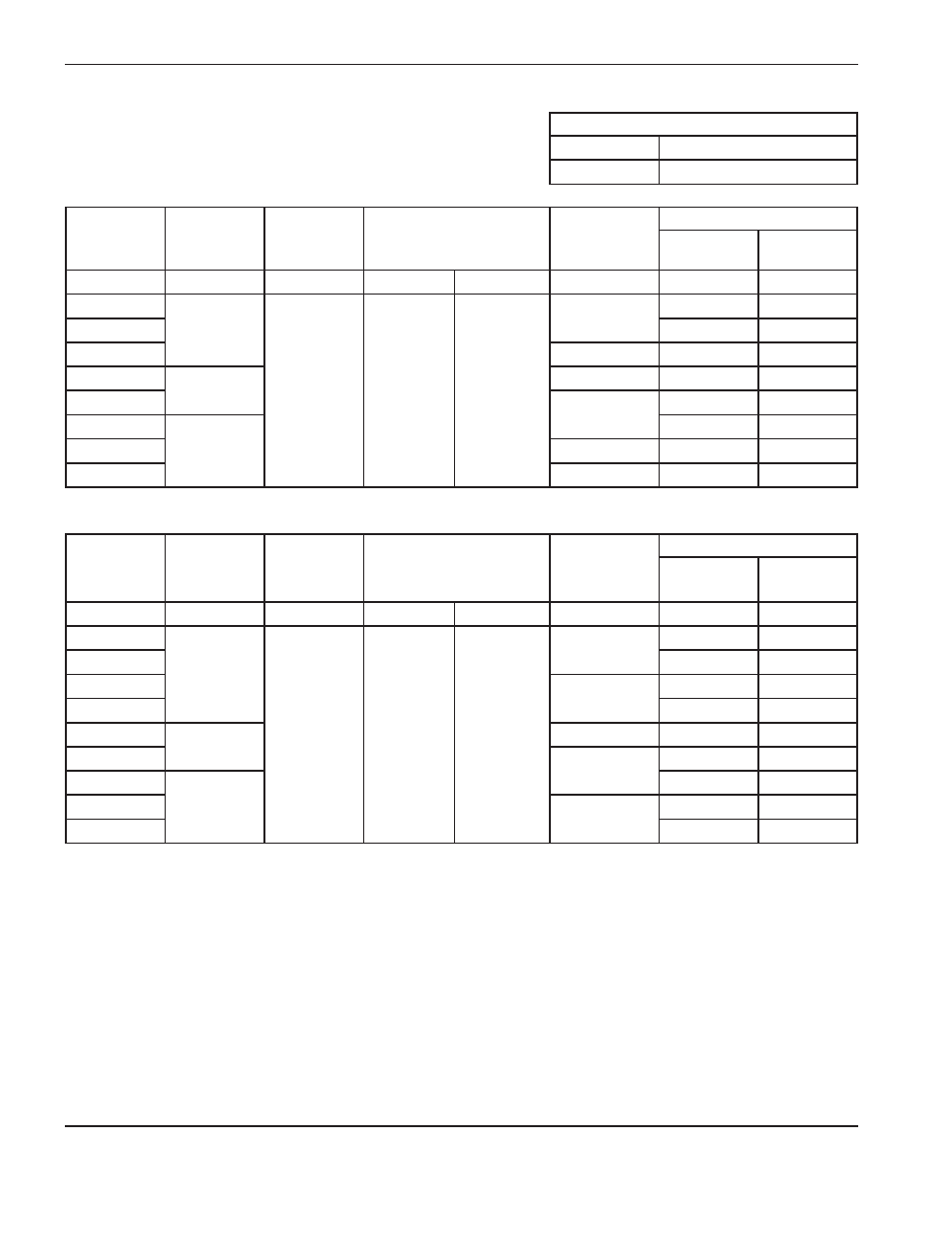
fineCut a bassa velocità (acciaio al carbonio)
portata flusso d’aria – slpm/scfh
Calda
181 - 384
Fredda
191 - 404
metrico
Spessore
del
materiale
Corrente
distanza
tra torcia e
lamiera
altezza iniziale di
sfondamento
ritardo di
sfondamento
Consigliato/a
Velocità di
taglio
tensione
mm
A
mm
mm
%
Sec
(mm/min)
V
0,5
30
1,5
2,25
150
0,0
3800
69
0,6
3800
68
0,8
0,1
3800
70
1 *
40
0,2
3800
72
1,5 *
0,4
3800
75
2
45
3700
76
3
0,5
2750
78
4
1900
78
imperiale
Spessore
del
materiale
Corrente
distanza
tra torcia e
lamiera
altezza iniziale di
sfondamento
ritardo di
sfondamento
Consigliato/a
Velocità di
taglio
tensione
A
pollici
pollici
%
Sec
poll/min
V
26GA
30
0.06
0.09
150
0.0
150
70
24GA
150
68
22GA
0.1
150
70
20GA
150
71
18 GA
40
0.2
150
73
16GA *
0.4
150
75
14 GA*
45
150
76
12GA
0.5
120
78
10GA
95
78
*Non è un taglio senza bava.