Parametri ciclo – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manuale d'uso
Pagina 157
HEIDENHAIN iTNC 530
157
5.5 SCANALA
TURA CIR
C
OLARE (ciclo 254, DIN/ISO: G254)
Parametri ciclo
U
TIPO DI LAVORAZIONE (0/1/2)
Q215: definizione del
tipo di lavorazione:
0: sgrossatura e finitura
1: solo sgrossatura
2: solo finitura
La finitura laterale e la finitura del fondo vengono
eseguite solo se è definito il rispettivo sovrametallo
per finitura (Q368, Q369)
U
LARGHEZZA SCANALATURA
Q219 (valore parallelo all'asse
secondario del piano di lavoro): inserire la larghezza
della scanalatura; se la larghezza della scanalatura è
uguale al diametro dell'utensile, il TNC esegue solo la
sgrossatura (fresatura di asole). Larghezza massima
della scanalatura durante la sgrossatura: doppio
diametro dell'utensile. Campo di immissione da 0 a
99999,9999
U
QUOTA DI FINITURA LATERALE
Q368 (in valore
incrementale): sovrametallo di finitura nel piano di
lavoro. Campo di immissione da 0 a 99999,9999
U
DIAMETRO RETICOLO
Q375: inserire il diametro del
cerchio parziale. Campo di immissione da 0 a
99999,9999
U
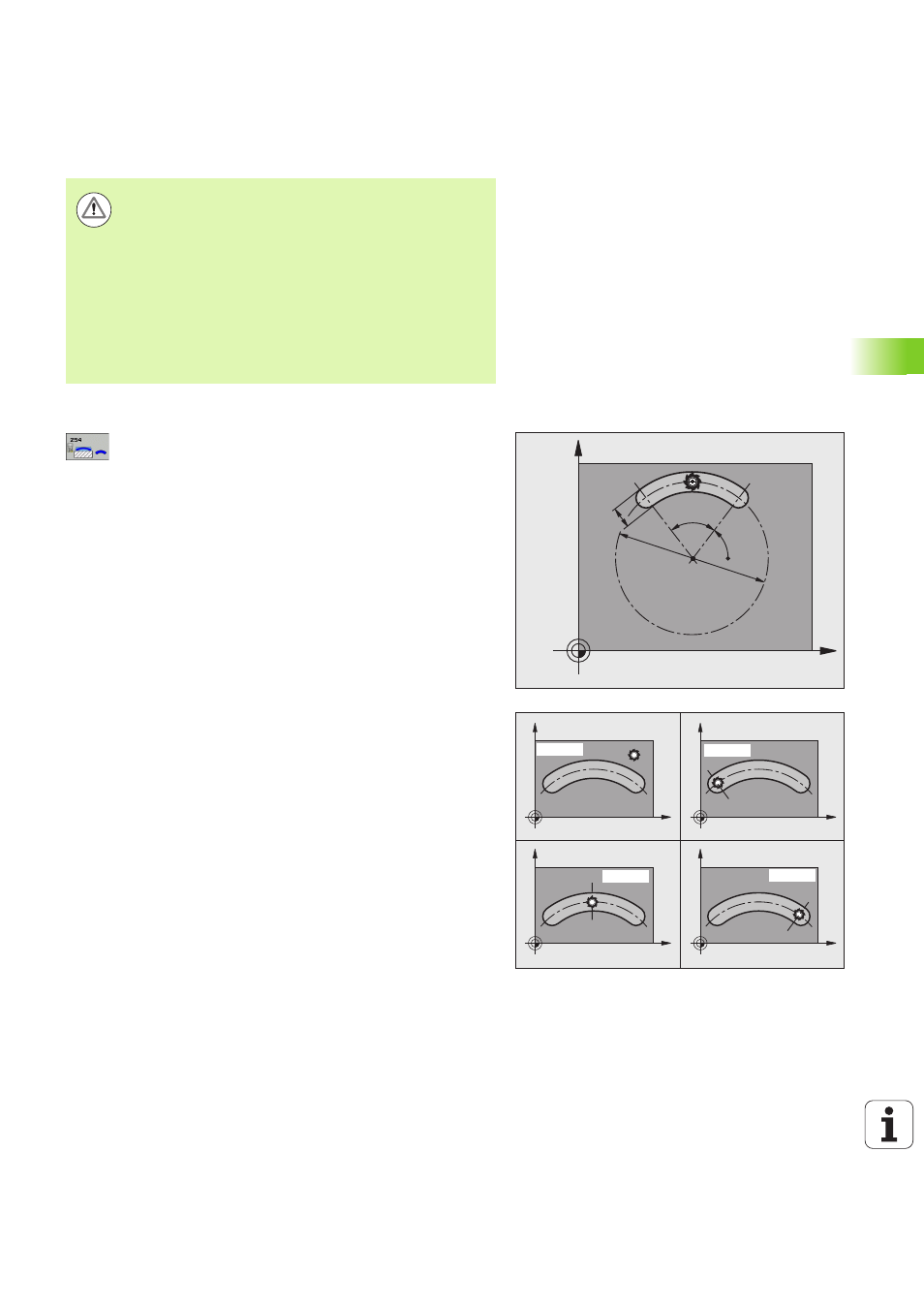
RIF. POS. SCANALATURA (0/1/2/3)
Q367: posizione
della scanalatura riferita alla posizione dell’utensile al
momento della chiamata del ciclo:
0: non si tiene conto della posizione utensile. La
posizione scanalatura viene ricavata dal centro
cerchio parziale inserito e dall’angolo di partenza
1: posizione utensile = centro della scanalatura
circolare sinistra L’angolo di partenza Q376 è riferito a
questa posizione. Non si tiene conto del centro del
cerchio parziale inserito
2: posizione utensile = centro dell’asse centrale
L’angolo di partenza Q376 è riferito a questa
posizione. Non si tiene conto del centro del cerchio
parziale inserito
3: posizione utensile = centro della scanalatura
circolare destra L’angolo di partenza Q376 è riferito a
questa posizione. Non si tiene conto del centro del
cerchio parziale inserito
Attenzione Pericolo di collisioni!
Con il parametro macchina 7441 Bit 2 si imposta se il TNC
deve emettere un messaggio d’errore (Bit 2=1) oppure no
(Bit 2=0) all'inserimento di una profondità positiva.
Tenere presente che con profondità inserita positiva il
TNC inverte il calcolo del preposizionamento. Quindi
l'utensile si sposta in rapido nell'asse utensile fino alla
distanza di sicurezza sotto la superficie del pezzo!
Se si richiama il ciclo con tipo di lavorazione 2 (Solo
finitura), il TNC posiziona l'utensile in rapido sulla prima
profondità incremento!
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3