HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 283
HEIDENHAIN TNC 426, TNC 430
257
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
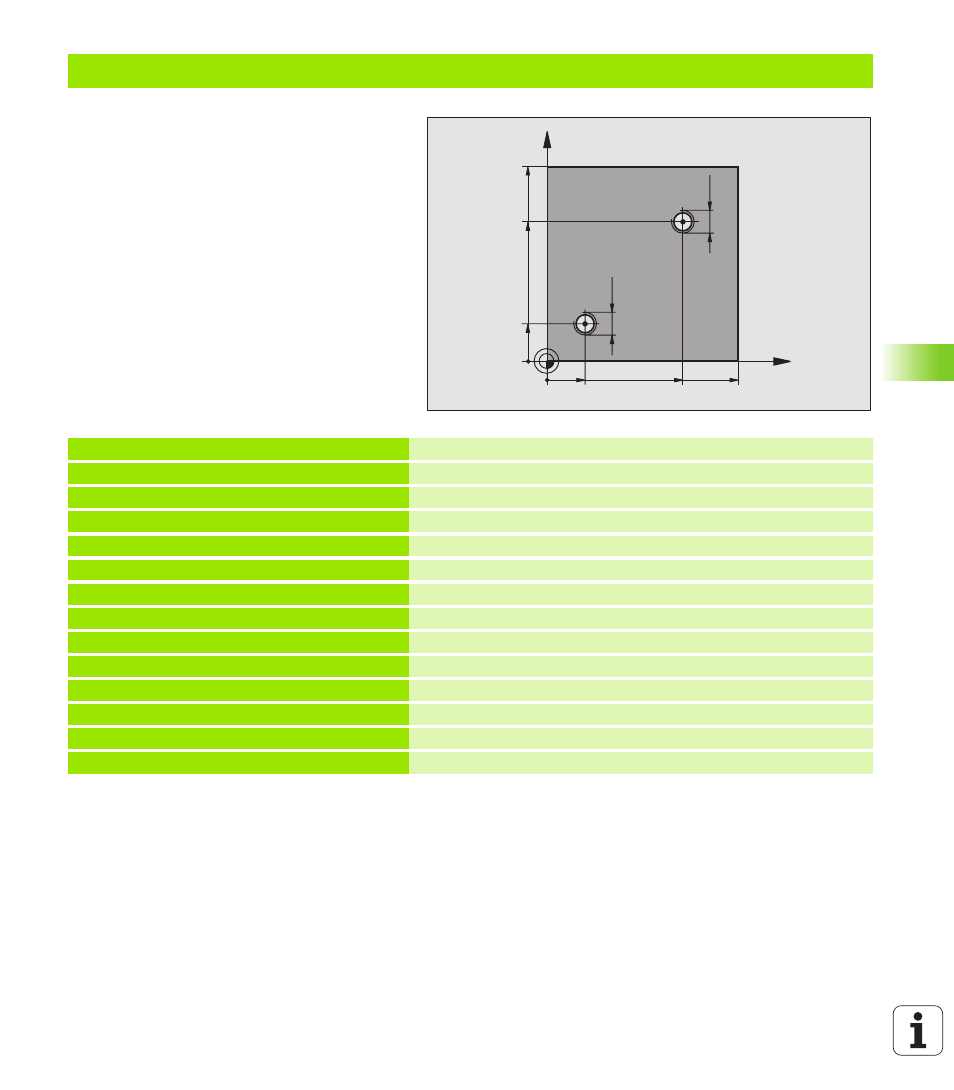
Esempio: Cicli di foratura
Esecuzione del programma
n
Programmare il ciclo di foratura nel programma
principale
n
Programmare la lavorazione nel
sottoprogramma,vedere "Sottoprogrammi",
pag. 347
0 BEGIN PGM C18 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definizione pezzo grezzo
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
Definizione utensile
4 TOOL CALL 1 Z S100
Chiamata utensile
5 L Z+250 R0 F MAX
Disimpegno utensile
6 CYCL DEF 18.0 FILETTATURA
Definizione del ciclo filettatura
7 CYCL DEF 18.1 PROF. +30
8 CYCL DEF 18.2 PASSO -1,75
9 L X+20 Y+20 R0 F MAX
Posizionamento sul foro 1
10 CALL LBL 1
Chiamata sottoprogramma 1
11 L X+70 Y+70 R0 F MAX
Posizionamento sul foro 2
12 CALL LBL 1
Chiamata sottoprogramma 1
13 L Z+250 R0 F MAX M2
Disimpegno utensile, fine programma principale
X
Y
20
20
100
100
70
70
M12
M12