Tabella di taglio, Powermax – Hypertherm Powermax1250 Rev.1 Manuale d'uso
Pagina 58
USO
powermax
1250
Manuale dell’operatore
4-15
Tabella di taglio
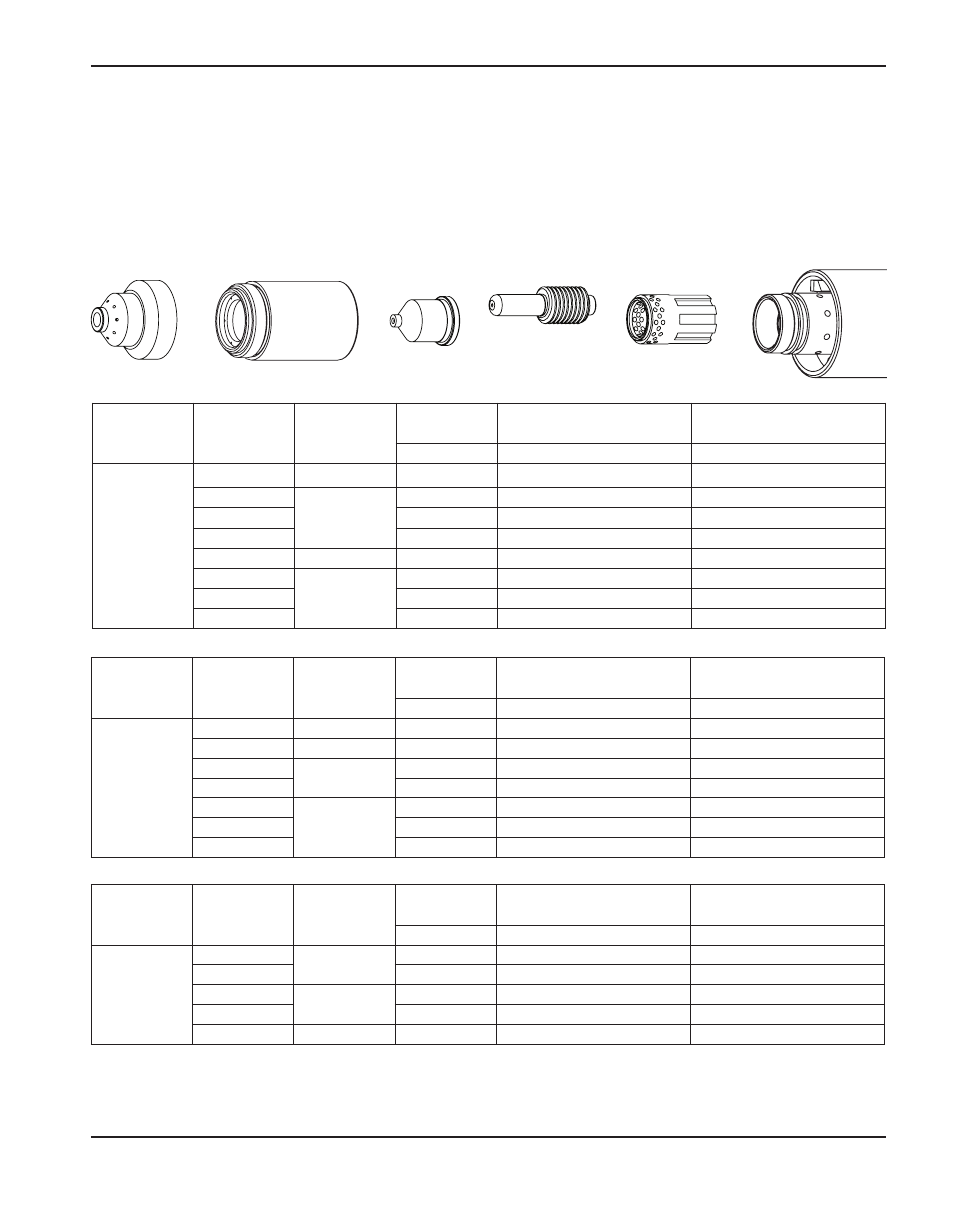
Consumabili schermati da 80 A per sistemi meccanizzati
• La distanza torcia-lamiera utilizzata per la seguente tabella di taglio è 1,5 mm per tutti i tipi di tagli.
Cappuccio di
retenzione
120928
Ugello
120927
Elettrodo
120926
Anello diffusore
120925
Torcia
T80M
Schermo
120930
Le velocità di taglio massime sono le velocità più alte con cui è possibile tagliare il materiale, prescindendo dalla qualità di
taglio. Le velocità di taglio ottimali sono quelle che forniscono il migliore angolo di taglio, la minor quantità di bava e la
miglior finitura superficiale. Occorre ricordare che le tabelle di taglio sono state concepite in modo da fornire un
buon punto di partenza per ciascuna condizione di taglio.
Ciascun sistema di taglio richiede una “regolazione fine”
per ciascuna applicazione specifica per ottenere la qualità di taglio desiderata.
Acciaio di carbonio
Acciaio inox
Alluminio
Corrente
d’arco
Tensione
d’arco
Ritardo di
sfondamento
Spessore
lamiera
Velocità di taglio massima
Velocità di taglio ottimale
mm
mm/min
mm/min
80
134
0,25
4,8
5486
3556
136
0,50
6,4
4013
2616
139
0,75
9,5
2108
1372
142
12,7
1270
838
145
—
15,9
864
559
150
19,0
610
406
153
25,4
356
229
Corrente
d’arco
Tensione
d’arco
Ritardo di
sfondamento
Spessore
lamiera
Velocità di taglio massima
Velocità di taglio ottimale
mm
mm/min
mm/min
80
134
0,25
3,2
11532
7493
139
6,4
4470
2896
143
0,75
9,5
3073
1524
146
12,7
1905
940
154
—
19,0
940
483
Corrente
d’arco
Tensione
d’arco
Ritardo di
sfondamento
Spessore
lamiera
Velocità di taglio massima
Velocità di taglio ottimale
mm
mm/min
mm/min
80
132
0,25
4,8
5486
3556
134
0,50
6,4
4089
2667
137
9,5
2388
1549
140
12,7
1524
991
145
1,00
15,9
1016
660
148
—
19,0
787
508
150
22,2
584
381
156
25,4
406
254