Funzionamento 4-32, Plasma a o, Protezione ad aria 260 a – Hypertherm HPR260XD Manual Gas Manuale d'uso
Pagina 122: Metrico, Imperiale, Marcatura
Funzionamento
4-32
HPR260XD Manual Gas
– 806344 Revisione 2
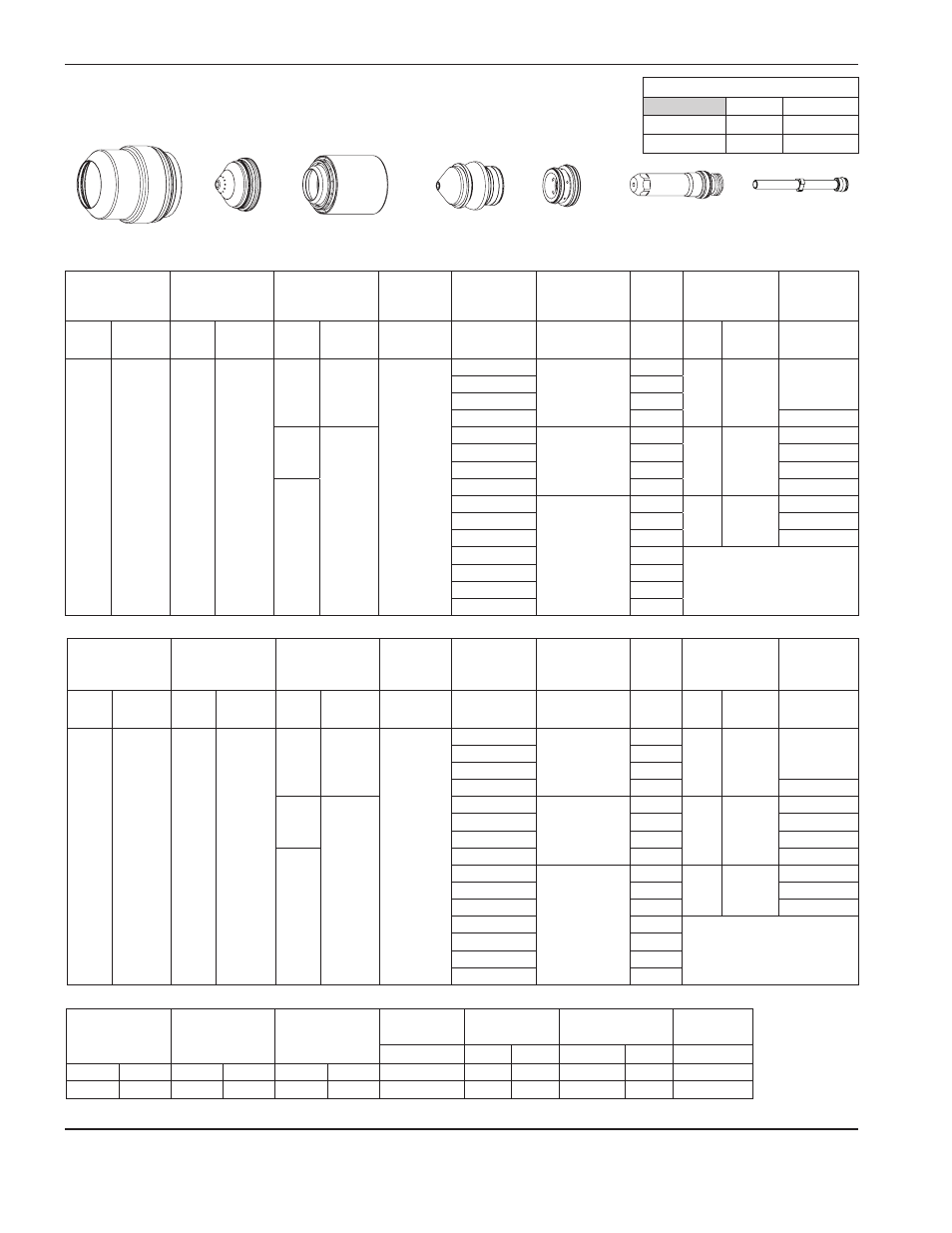
Taglio inclinato dell’acciaio al carbonio (standard)
Plasma a O
2
/ Protezione ad Aria
260 A
220741
220637
220541
220740
220436
220542
220571
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
mm
Gamma (mm)
mm/m
mm % fattore
secondi
O
2
Aria
24
75
70
70
2,0
6
2,8 – 7,6
6500
8,5
300
0,3
8
5470
10
4440
12
3850
0,4
75
75
15
3,6 – 7,6
3130
9,0
250
0,5
20
2170
0,6
22
1930
0,7
80
25
1685
0,8
28
4,8 – 7,6
1445
9,5
200
0,9
32
1135
1,0
38*
895
2,0
44
580
Partenza dal bordo
50
405
58
290
64
195
Metrico
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
poll.
Gamma (poll.)
poll/min poll. % fattore
secondi
O
2
Aria
24
75
70
70
0.08
1/4
0.11 – 0.30
245
0.330
300
0.3
5/16
215
3/8
180
1/2
145
0.4
75
75
5/8
0.14 – 0.30
115
0.350
250
0.5
3/4
90
0.6
7/8
75
0.7
80
1
65
0.8
1-1/8
0.19 – 0.30
55
0.380
200
0.9
1-1/4
45
1.0
1-1/2*
35
2.0
1-3/4
22
Partenza dal bordo
2
15
2-1/4
12
2-1/2
8
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra
torcia e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
135
Ar
Aria
30
20
30
20
24
3,0
0.12
2540
100
68
Marcatura
Portata – l/min / scfh
O
2
Aria
Pre-flusso
0 / 0
130 / 275
Flusso di taglio 42 / 88
104 / 220
* In caso di presenza di eccessive scorie sulla protezione o difficoltà di accensione della torcia, consultare la tabella di taglio alternativa per lo sfondamento di metalli spessi.