Acciaio inox, Plasma ad f5 / protezione a n, 45 a taglio – Hypertherm HD4070 Rev.1 Manuale d'uso
Pagina 41
FUNZIONAMENTO
HyPerformance HD4070
Manuale dell’operatore
2-23
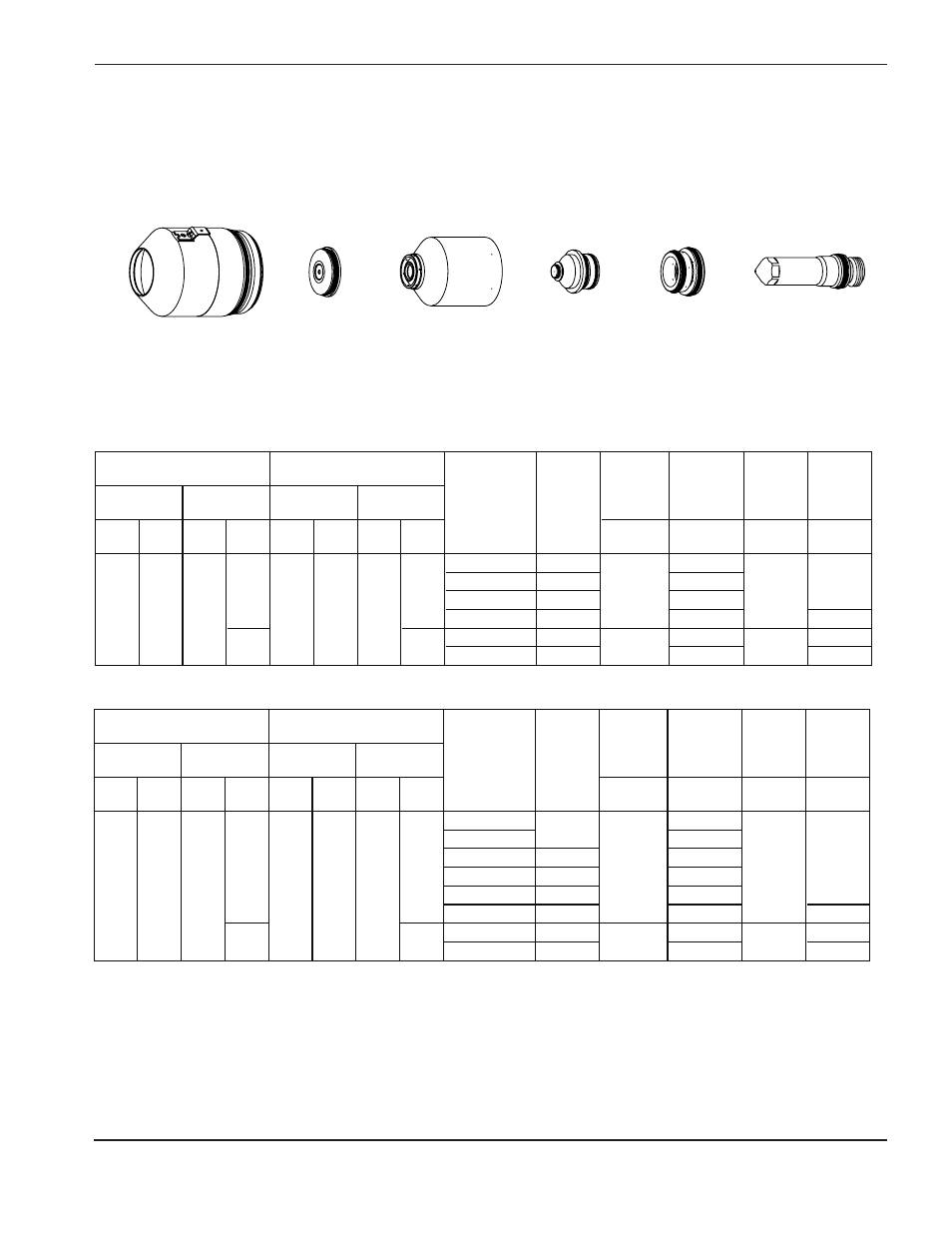
Acciaio inox
Plasma ad F5 / protezione a N
2
45 A Taglio
Altezza di sfondamento = Distanza torcia lamiera moltiplicata per il fattore di altezza di sfondamento
220173
220202
220304
220201
220180
220308
F5
N2
F5
N2
F5
N2
F5
N2
%
20/0,038
240
18/0,050
190
16/0,063
106
150
14/0,078
107
130
12/0,109
108
90
10/0,141
109
65
0,3
3/16
109
45
0,4
1/4
110
30
0,5
F5
N2
F5
N2
F5
N2
F5
N2
mm
mm/m
%
1
104
5650
2
107
3125
3
109
1975
4
109
1400
0,3
5
109
1125
0,4
6
110
825
0,5
16
0
190
0,2
2,5
2,0
150
16
0
0
0
48
28
0
64
12
17
0
48
28
17
0
0
64
12
104
0,080
150
190
0,2
0,100
Metrico
Inglese
Spessore del
materiale
(mm)
Protezione
Protezione
Plasma
Plasma
Tensione
d’arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Fattore
di altezza
di sfonda-
mento
Ritardo di
sfonda-
mento
sec.
Prova di preflusso %
Prova di azionamento %
Spessore del
materiale
(ga./poll.)
Protezione
Protezione
Plasma
Plasma
Tensione
d’arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Fattore
di altezza
di sfonda-
mento
Ritardo di
sfonda-
mento
sec.
ipm
poll.
Prova di preflusso %
Prova di azionamento %